
soldering lcd display free sample

This article about soldering techniques is the second on a series written by Barbara Dutra, an exchange engineering student from Brazil, currently attending Arizona State University, college of electrical engineering. She is currently an intern at Focus Display Solutions.
The majority of Liquid Crystal Displays require electronic components to be attached to the LCD Glass via a printed circuit board. These components are permanently attached using solder via LCD soldering techniques.
The soldering of electronic components is the act of joining two pieces mechanically by melting a combination of metals that becomes a permanent adhesive once cooled.
There are many types of soldering tools and methods used depending on the application. For example, there is the soldering of mechanical parts with special materials in large equipment such as aviation, or solders used in very small scale applications such as in Surface Mount Devices (SMD) components, and finally there is one extremely delicate type of soldering processes used in the case of the amendment in optical fibers.
A poor solder connection can seriously reduce or cut the flow of current causing the circuit to fail in its operation. ( Note: A poor LCD solder connection increases the amount of resistance. The higher the resistance the more heat that is generated and the more power required to operate the device. This is a critical concern in battery powered applications that have a LCD and a Liquid crystal module with a backlight.)
The soldering station is used for SMD components in the industrial manufacturing of some PCB assemblies used in such products as display modules, cell phones and computer boards.
Soldering irons have a hollow base with a heating element located inside. Its tip, which is typically copper covered by another material that allows the transfer of heat, becomes heated when the iron is turned on.
The soldering gun contains an iron tip which heats almost instantaneously when the trigger is pressed. It also contains a small lamp to illuminate the place where soldering is taking place. This iron is suitable for heavier soldering applications or large components with thicker terminals that require more heat.
The majority of industrial countries now require ROHS approved solder and soldering techniques. The use of ROHS solder in Liquid crystal displays has not increased its cost or lead-time.
Before starting the soldering process, a bit of solder is applied to the tip of the soldering iron, this allows heat to be passed from the heating element to the copper contact.
The tip of the soldering iron is briefly placed simultaneously against both the leads of the component and the copper of the trace. The solder flows into the hole and forms a strong electrical bond as the solder cools down to room temperature.
Warning: This operation must be quick so that the soldering iron heat does not damage the track or electronic component. If there is excess solder or join is faulty, the solder can be reheated and removed with the use of the nozzle.
Soldering of SMD"s is more complex for a variety of reasons such as exposure to high temperatures and soldering conditions. The SMD components have very small terminals for soldering, and they are on the copper side of the board that will be exposed to heat. The risk of heat damages to the components is much higher than in a conventional method of mounting components with through-hole.
There are two welding processes: wave soldering and reflux soldering. The majority of Chip on Board (COB) LCDs contain a combination of both SMD (sometimes called SMT for surface mount technology) and through-hole.
In the wave solder process, the board should be reversed to receive the wave soldering, so it is required that the components are pre-pasted with an epoxy adhesive. On a conveyor belt, the board passes through a tub with solder alloy in liquid state.
In the case of reflux soldering, the components on the LCD are placed on the board that will be carried by a belt into an oven. A solder paste is applied to the plate and this paste is melted in the oven, soldering all components. This process will solder the components of the upper part of board. Then the plate goes to the soldering wave form, where the lower side components are soldered.
When a SMD component is defective or poorly welded, in some cases, the issue can be corrected using a soldering iron. However, an experienced person is required for this to be carried out due to the very precise work involved.
First remove the solder and then the soldering iron. Do not move the terminal until the solder cools and never "blow" on the solder. This may create air bubbles to form creating a poor solder joint and increasing resistance in the circuit or misalignment of the component.
Once the solder is cooled, tap the terminal with a wire cutter to make sure that soldering is secure and cut off the excess terminal with cutting pliers.
Note: "flow soldering" should not be used for soldering printed circuits due to their acidic nature which can corrode from their residues, thereby damaging the components.
A good LCD soldering joint will be shiny and even, a poor LCD soldering joint will have a dull appearance and be filled with holes or gaps that allow for the component to break free. Also, a poor solder joint will create more resistance.
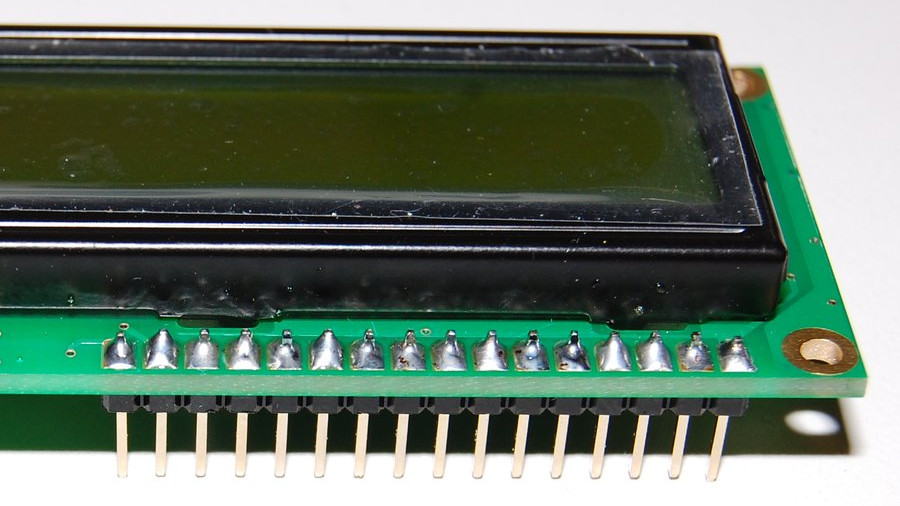
The LCD soldering may have a good bond with the lead of the component, but a bad contact with the trace on the PCB. This can happen by insufficient heating of the lead, or the printed circuit board is dirty or rusty. Below is an image of this type of solder failure.
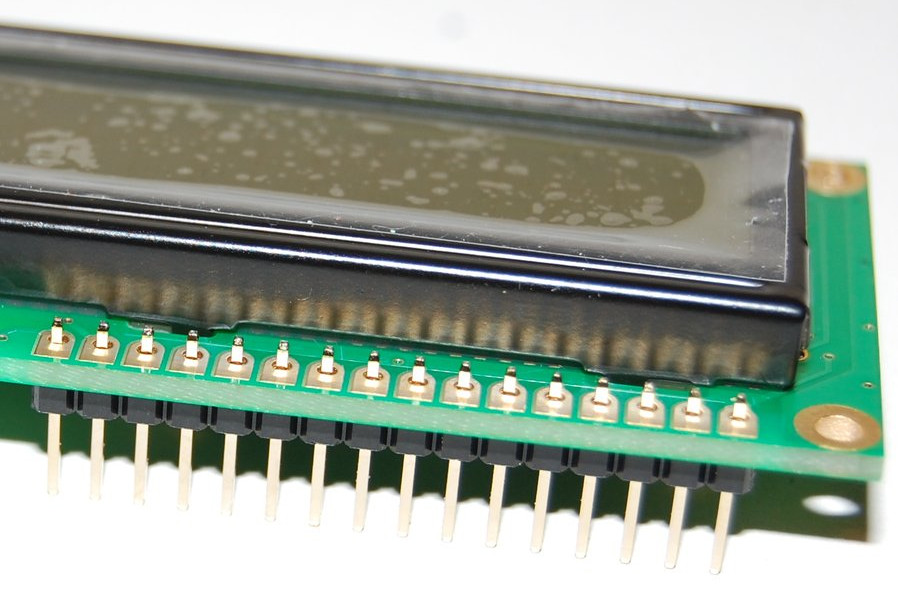
The image below shows a good LCD soldering contact with the trace, but little adhesion to the lead of the component. Note the lack of contact between the lead and the solder.
This can be a major headache since the LCD soldering will look good and you will have a difficult time locating which solder joint is causing the broken circuit.
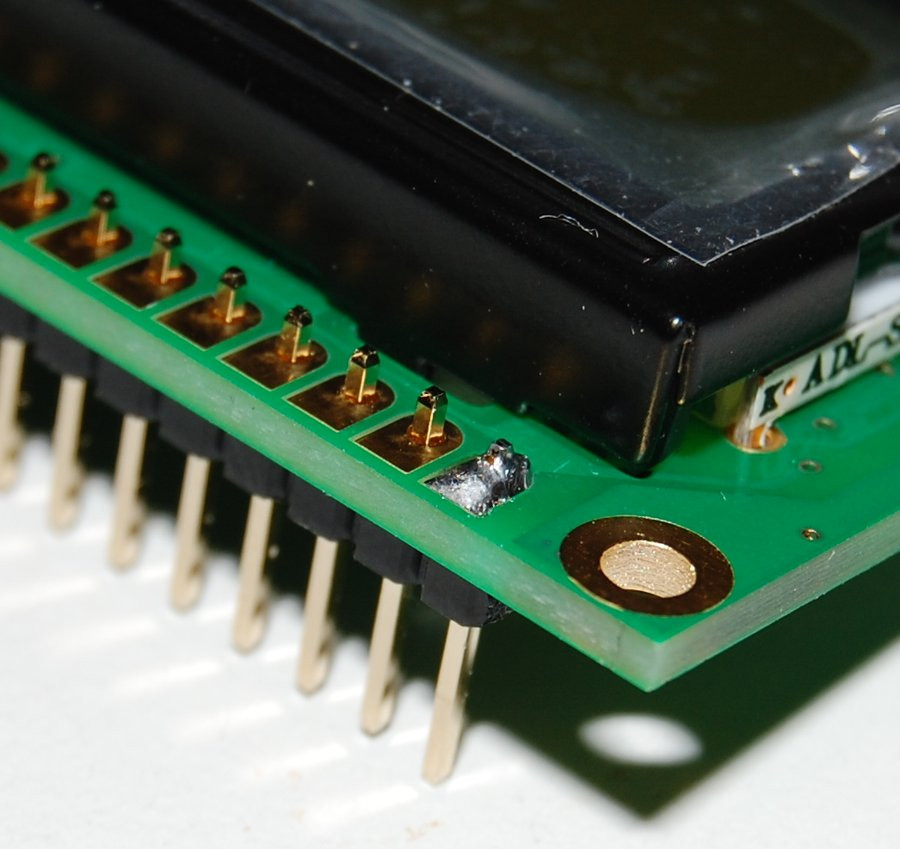
The image below shows a poor LCD soldering weld that can occur on a solder joint for a LCD Display. The component will behave as if there is no connection at all.
Contact Focus Display Solutions for any questions or concerns you have regarding LCD soldering requirements for LCD displays. We are based in Chandler, Arizona and support customers in the US and Canada.

The benefit of this kind of construction is low cost — there is no connector involved at all, just the flex soldered directly down to the PCB. The drawback is that the machine used in the LCD manufacturing process to connect them is expensive, and they are near impossible to re-work.
Another approach uses ACF (Anisotropic Conductive Film) combined with heat and pressure to make the electrical connection between the flexible tail and the PCB. This two-step process still uses heat, but the temperature involved is much less than soldering.
For development work, we have found that the SchmartBoards company makes a number of breakout boards in a number of pitches that work with our displays.
For any questions about TAB, COB, COF, COG, hot bar soldering, or what LCD module is best for your product, please contact our knowledgeable and friendly support staff via email, phone, or chat.
Based simply on the peak temperature a PCB experiences during selective soldering, I can confidently say that you will not have any problems soldering an LCD glass display into your assembly.
Whereas your hand solder iron is at 700F as you say, most selective soldering (at least on our machines) occurs at a tip temperature of 280 Deg C or less. This has obvious advantages not just to the LCD display;in additionyou will notice an absence of measling, lifted pads, etc. on the PCB itselfwhen using a properly configured selective machine.
Speaking for our company only, we have done several samples for customers that had your exact application of an LCD glass display, in addition to customers using our machines that run that application every day.
It isn"t clear whether the LCD is on the solder side or the secondary side from your question, however, ACE has successfully processed boards of both configurations.
I would highly recommend a selective process to anyone looking to improve their through-hole process control and quality, especially if there are heat-sensitive components and PCBs (such as Teflon) that are otherwise vulnerable to a rogue soldering iron.
While we would suggest much more testing before recommending any process, soldering at 700F (370C) is a higher temp range and could require additional considerations. It would also be good to understand if the LED was placed with the pins facing upward, or if this was a through hole application currently being flipped and hand soldered.
Soldering from the top side with a flux core solder and hot iron tip could work better if: perhaps the joint area(s) was pre heated with hot air, the amount of solder was controlled for each joint, and the applied heating time was programmable for each joint, should there be any thermal profile differences.
Soldering from the bottom could yield good results but consideration should be given to: how the precise amount of flux is applied to only those areas/joints desired, The effects of higher temperatures on the soldering pot and the results of additional maintenance, fumes that result from bottom side soldering getting onto the glass LED surface, and possible bridging (if joints are too close together).
Typically, robotic type iron tip soldering can provide a very reliable and repeatable method to solder these types of applications. Cycle rates and volumes would need to be considered since the iron tip systems are a Point to Point soldering method.
Millions upon millions of LCD displays have been selectively soldered using both mass-selective wave and miniature-selective wave (drag) soldering process. It is a very reliable process that is much more robust than hand solder, and much more cost effective.
The process is used for both lead and lead-free applications in automotive, aerospace and other applications. Typical solder times range from 15-seconds per LCD (mass-dip) to a maximum of 1-second per termination in drag solder.
Jess Baker has been in manufacturing management positions for over 47 years. He is the President and founder of Repco Inc., and Robotic Process Systems. He is currently President of RPS Automation a manufacturer of Selective Soldering, and Solderability Test Equipment.
I would suggest using a stencil to apply paste and yes wave the LCD with a controlled reflow oven that you can profile and save the procedure for later projects and re-runs.
I would recommend soldering the LCD glass display with 44 pins to the PCB using a selective wave soldering process, as the selective wave offers a totally controllable and consistent soldering process, eg the temperature of the wave, the wave height, travelling speed and angle of the PCB (dwell time at each pin), the soldering environment (nitrogen gas surrounding the soldering process) and amount of flux applied at each pin.
The advantages using the manual soldering process is the low cost of the manual soldering station vs the high cost of the selective wave soldering machine, and machine size.
3mm clearance is not a problem, for a standard selective wave soldering machine. There are some high end models that can accept as close as 1mm clearance between soldering pads.
Selective soldering is a good option for this application, specifically using a mini-wave process. Depending on the thermal requirements of this LCD, the heat transfer can be controlled by the specific process parameters. These include mini-wave nozzle size, dwell time, and wave height. A selective soldering process will also be better controlled than hand soldering, assuring better consistency both in the soldering process and in fluxing and preheating.
This tutorial shows how to use the I2C LCD (Liquid Crystal Display) with the ESP32 using Arduino IDE. We’ll show you how to wire the display, install the library and try sample code to write text on the LCD: static text, and scroll long messages. You can also use this guide with the ESP8266.
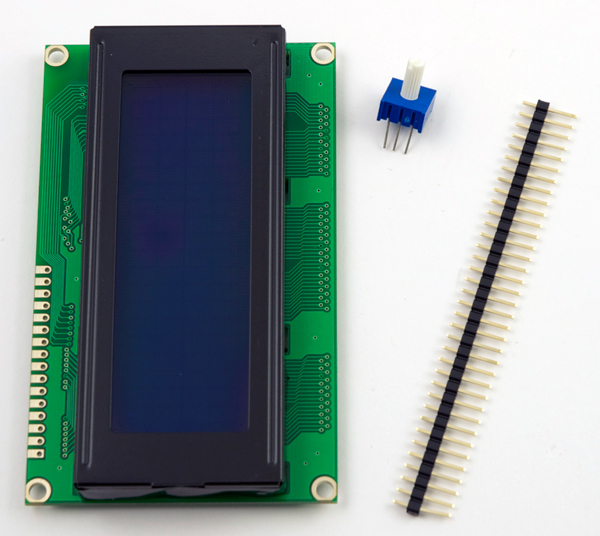
Additionally, it comes with a built-in potentiometer you can use to adjust the contrast between the background and the characters on the LCD. On a “regular” LCD you need to add a potentiometer to the circuit to adjust the contrast.
Before displaying text on the LCD, you need to find the LCD I2C address. With the LCD properly wired to the ESP32, upload the following I2C Scanner sketch.
After uploading the code, open the Serial Monitor at a baud rate of 115200. Press the ESP32 EN button. The I2C address should be displayed in the Serial Monitor.
Displaying static text on the LCD is very simple. All you have to do is select where you want the characters to be displayed on the screen, and then send the message to the display.
The next two lines set the number of columns and rows of your LCD display. If you’re using a display with another size, you should modify those variables.
Then, you need to set the display address, the number of columns and number of rows. You should use the display address you’ve found in the previous step.
To display a message on the screen, first you need to set the cursor to where you want your message to be written. The following line sets the cursor to the first column, first row.
Scrolling text on the LCD is specially useful when you want to display messages longer than 16 characters. The library comes with built-in functions that allows you to scroll text. However, many people experience problems with those functions because:
The messageToScroll variable is displayed in the second row (1 corresponds to the second row), with a delay time of 250 ms (the GIF image is speed up 1.5x).
In a 16×2 LCD there are 32 blocks where you can display characters. Each block is made out of 5×8 tiny pixels. You can display custom characters by defining the state of each tiny pixel. For that, you can create a byte variable to hold the state of each pixel.
In summary, in this tutorial we’ve shown you how to use an I2C LCD display with the ESP32/ESP8266 with Arduino IDE: how to display static text, scrolling text and custom characters. This tutorial also works with the Arduino board, you just need to change the pin assignment to use the Arduino I2C pins.
with an annual production capacity of 1.2 million pairs of LCD (14 * 16"), 800,000 pieces of LCM, 600,000 pieces of backlight. LCD products can be divided into TN, HTN, STN and FSTN. LCM products can be divided into COG and COB.
A:We are professional manufactory, which specializes in TN, HTN, FSTN, STN monochrome LCD, LED backlights, LCD modules more than 12 years in Shenzhen . Our advanced full set equipments make sure good quality and competitive price!
Common LCD panel specification custom:1. Any digital, some graphics, icons can be designed by our engineers and OEM and ODM service are available.2. LCD type: TN, HTN, STN, FSTN3. Polarizer mode: Reflective, transflective and transmissive4. Connector: Pin, heat seal, zebra5. Display mode: Positive, negative6. Connector: Pin, heat seal, zebra7. Glass thickness: 1.1mm, 0.7m
LUNA and TERRA systems have been designed exclusively for automated soldering. These soldering units can be widely adapted for use in semi & fully automated systems, such as dial-table systems, conveyor systems, desk-top robots, linear actuators and your special purpose machines. Equipped with a large, color, touch-panel displays, these units are easily read and interacted with for programming, management, and host connection. And, with multiple-power support, these units can be used in areas without trans AC220V.
The TERRA offers a whopping 297 soldering profiles, making it a solution for all types of soldering application challenges. Its 200 watt heater also enables it to handle large thermal mass components.
The LUNA is essentially a smaller, more specific version of the TERRA. With 7 soldering profiles to address both point and slide iron-tip soldering, and a 130 watt heater, the LUNA is a flexible and effective unit.
The Omega system has been designed exclusively for automated soldering. The soldering unit can be widely adapted for use in semi & fully automated systems, Decks-tops robots, linear actuators and special purposes machines.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey