
how to get cured resin off lcd screen price

We’ll admit it. We like the results of resin 3D printing, but we don’t always care for the mess. We aren’t alone, and a common issue is to have drips of resin on your LCD screen — a potential disaster. You ought to have a screen protector, but yeah… you should back up hard drives, too. [Jessy] has the same problem and he has heard that you can easily clean cured resin from the screen using wood glue. Does it work? Check out the results of three glues in the video below.
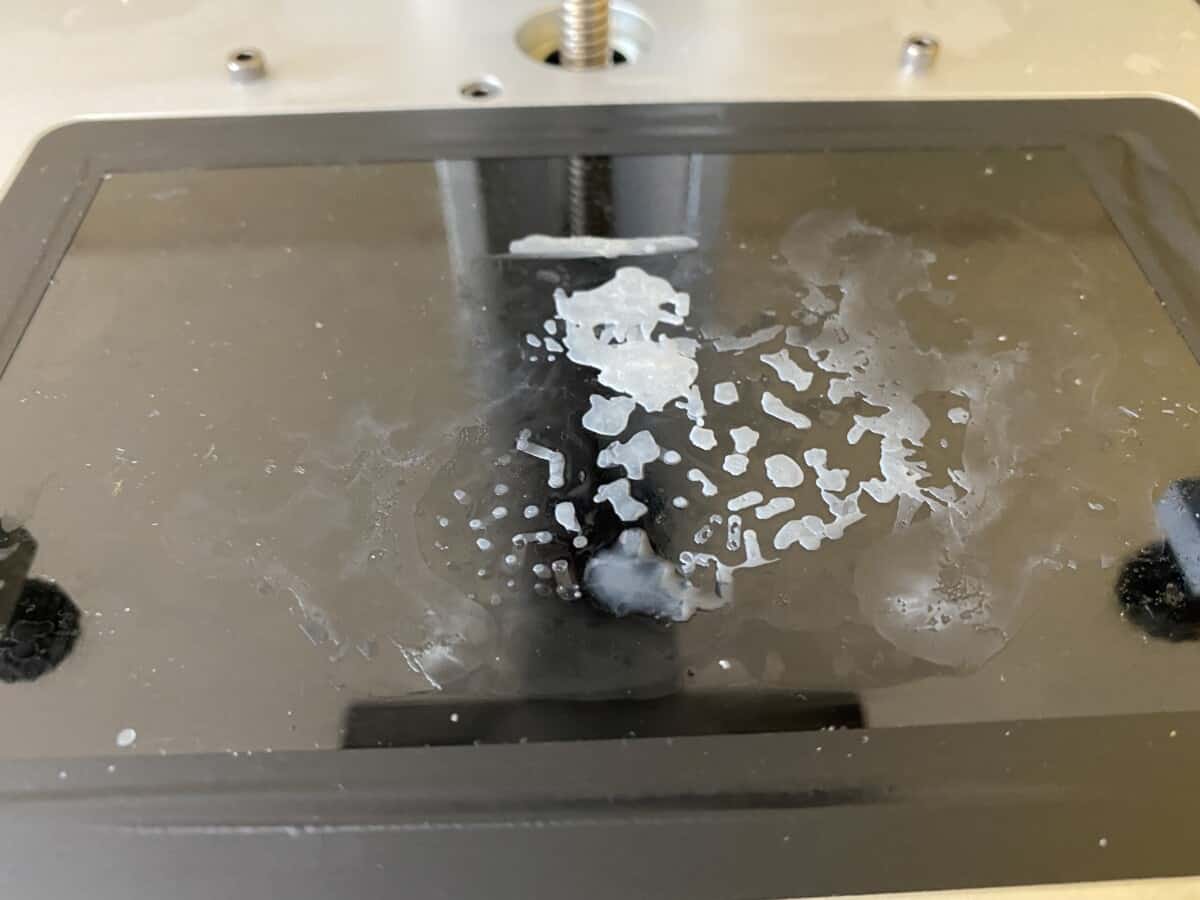
We winced to see glue going on the screens. [Jessy] cured some resin on the screens deliberately for a test. He used Elmer’s wood glue, Gorilla wood glue, and Titebond II wood glue. While there is a bit of a price difference between the options, they are all fairly inexpensive.
After letting the glue cure for 24 hours, it should peel up and take the resin up with it. Getting under the corner to start peeling was challenging and the whole thing left a huge mess. In retrospect, [Jessy] mentioned it might be a good idea to put a tab under the glue while wet to provide a handle.
It probably doesn’t matter, though. Only the Gorilla glue grabbed any resin at all and even that wasn’t very effective. [Jessy] suggests using alcohol and a plastic scraper if you have this problem. We suggest a screen protector.
There are two upsides, though. First, the casting of some brands of wood glue made some interesting pieces that might have use in some other context. Second, the video comments have other ideas that might be worth trying including hot sponges and cheap material for screen protection.
Usually, we are more worried about getting resin to stick not unstick. If you are still on the fence about the mess versus rewards of resin printing, check out our overview.

An animated explanation to “Why did this happen?” When you move up to larger resin 3d prints, you also start seeing failures. There’s no blanket answer for all print failures. But in this video, he explores a few reasons why resin 3d prints sometimes fail. And hopefully, show you how you can get better results.
In that case, the Pendrive failed and the top pressed the failed print into the FEP perforating it. At the beginning, I wanted to cry, but I got my spatula and scrapped the shit out of the screen. I was able to remove most of it.
But I couldn’t scrap all. Do you see the top corner? I was not able to remove that little bastard. I poured alcohol and rubbed and rubbed and i was only removing the glue from the sealant. So I checked internet.
I promise that I will make a video with how I scrapped everything because I recorded it. But I wanted to let you know the solution right now before I forget to post.
The solution is a 10 dollar plastic shitty tool from Amazon. It is used for vinyl in cars and it is plainly a godsend tool. It does not damage the screen but it is enough sharp that it gets under the resin. It is plainly amazing. Best 10$ invested of my life.
Received and installed. Tested the screen and it appeared to work. Arrived with finger prints all over it and had clearly been installed at some point because the adhesion strips had been pulled. Also protective film had been removed. Ran my first print and nothing happened. No resin was hardened in the vat. No printing occurred. Amazon sent me a dead screen. AND it was one that they had "refurbished". Now my printer is down while I wait for them to fix this.
Also of note, listing said "ONLY ONE LEFT IN STOCK" when I bought mine. Listing still says "ONLY ONE LEFT IN STOCK" while I am posting this review. Shady.

After the platform has been used for a long time, its surface will become smooth which leads to poor model adhesion and increases the printing failure rate. To deal with this problem, users need to sand the platform.
6. After Build Platform moves to the lowest position and stops, press the plate and tighten the four screws with Hexagon Wrench by turning clockwise-as the picture shows.
10. Try to pull out A4 paper from any directions. If you can feel the frictional force between Platform and A4 paper, that means it is zeroed and leveled successfully.

Phrozen LCD screen protector, made of durable and high-transparency material to protect your LCD screen from the risk of resin spillage damage without affecting your prints.
Complete Installation:Comes with a full installation kit including wet wipes, squeeze card, microfiber cloth, guide sticker set, dust absorber, and detailed instructions to help you complete the installation with ease.
Products can be returned within 14 calendar days from the date received. Product(s) can be exchanged within 30 calendar days from the date you received it if there is a manufacturing defect. To be eligible for an exchange, your item(s) must be unused and in the same condition as received with the original packaging. For more details, please refer to our.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Yeah, we felt the same way when we were trying to print miniatures and other thin featured objects that would break with any rough handling or even when we were trying to remove it from the build plate.
After countless iterations and extensive testing across 10+ popular resin printers we created a resin that prints high detailed models well on both classic RGB LCD SLA printers like the Mars or Photon but also prints fast with the new cutting edge mono lcd screen printers.
Water Washable:we wanted a resin that would be easy to clean with a variety of different options including water, various degreasers, and even diluted concentrations of alcohol such as 50% rubbing alcohol will easily clean any uncured resin off the print.
Additionally, our water washable durable resin can be cleaned by hand with soft brush, or with ultrasonic cleaners or wash and cure stations. Our resin can easily fit into your cleaning and post cure workflow.
Flexible and non-brittle:Brittle resins is always a sore spot for us because nothing is worse than spending all that time and money printing a highly detailed miniature model, cleaning it, painting it only for it to break the first time it gets handled roughly or accidentally knocked off the table. Which is why we made sure our resins had a bit of flex to them so that they could take some impacts and bending before breaking.
Low Odor:We hate smelly resin that can be smelled as soon as you enter the room, and often the problem is that a lot of resin ingredients can be very smelly. So we took our time to find a blend that would fill all our other requirements as well as have a very low odor profile.
Optimized for MONO LCD Printers:We were really excited to get our first mono printers in late 2020, but imagine our disappointment when we realized that mono screens overexpose many of the "fast" and "ABS like" resins that were made with RGB printers in mind. So we adjusted the photoinitiator composition that controls how fast resins change from a liquid to a solid.
In short, your experience with Ministry of Resin Durable Resins will be that you can get those ultra sharp details you see in fancy renders while still being forgiving enough to print on Mono LCD printers as well as RGB printers.

This screen protector should be installed on top of your LCD screen to help protect your printer from resin spills. It will prevent any leaked resin from curing to your screen and potentially damaging your printer.

The basics of resin 3D-printing are based upon the exact curing of resin at a specific location in the XYZ space. Within regular 3D-printers, the Z resolution is better defined as its layer thickness. while the XY resolution is defined by the imaging technology that makes the resin cure. From the earlier days, these were always laser based printers. Where the laser ‘writes’ in the resin and everywhere it touches the resin the material will cure into a solid plastic. Since then there have been plenty of developments in new imaging techniques. After lasers, Envisiontec (now ETEC) developed a projector based imaging technique in the early 2000’s, still known as DLP 3D-printing. This technology has some benefits over laser based systems and made it possible to develop the first desktop sized resin 3D-printers. Although the DLP technology still has some disadvantages (like limited build size / pixel size ratio and its price at the time). In around 2017 Wanhao brought the first affordable LCD based printer. Although companies like Structo and Photocentric released the technology a few years earlier. This new imaging technology based on LCD screens rapidly took over the entry-level and now even the professional resin 3D-printing space. From here the history in imaging technologies for resin 3D-printing is well-known. From 2K RGB LCD / MSLA resin 3D-printers in the beginning, it evolved to 2K monochrome screens, 4K and even 8K mono LCD screens. In this article you will learn more about the technology differences behind monochrome LCD screens vs RGB LCD imaging technology.
We couldn’t write it better as Ackuretta:“LCD stands for Liquid Crystal Display – you will be familiar with this technology, as you are reading this article either through a mobile device or a computer screen. That bright thing in front of you is the LCD screen.”
Next to the Z-axis, which provides the Z resolution, the most important component of a resin 3D-printer is its imaging system. For LCD printers it is obviously the LCD screen combined with its LED array. The technology of the LCD screens in a resin 3D-printer is quite similar as for instance a laptop LCD (except for the backlight, which we come to later). During the last decades there has been an incredible amount of work by imaging companies to create better, larger and sharper LCD screens.
An LCD screen is build-up with a lot of different layers and each layer has its own function for the LCD to work. As the name LCD tells us, it display is based on liquid crystals. These crystals are randomly present and behave like a liquid in normal state. In this state they are quite transparent to light. When locally (per pixel) a current is applied on these liquid crystals, they will change orientation and block light. By doing this for every pixel and placing a background LED behind it, a 2D image is created.
In other words, if there is an electric charge applied to these liquid crystal molecules, they untwist. When they straighten out, they change the angle of the light passing through them so that it no longer matches the angle of the top polarizing filter. Consequently, no light can pass through that area of the LCD, which makes that area darker than the surrounding areas.
LCD based resin 3D-printers started with RGB LCD type of display, which works perfect for most display work. But for resin 3D-printing it is only important that you have one wavelength (one color) of light to print. This is often 405nm light, which is purple/blue-ish. On this wavelength your standard resins will work fine. The funny thing here is that the “old-fashioned” monochrome (means one color) LCD screens work much better for this. Of course these screens are not really old-fashioned and there has been a lot of development in one-color LCD screens as well in the past decades.
The picture below shows a RGB and a monochrome LCD screen. The RGB screens contain color filters. As RGB is an abbreviation for Red, Green and Blue. The color filters are necessary for color TV, phone and computer screens, but in 3D printing you don’t need color. These color filters from the first generation LCD printers lead to a reduced transmittance rate. Meaning that there is less light output and thus slower curing of the resin.
If we dive deeper into the imaging technology of LCD’s, one important value is the aperture ratio. The Aperture ratio is the ratio of the area of the light transmission part of the pixel to the total area of the pixel. They made a comparison image below with an LCD with aperture ratio of 50 ∼ 80%.
According to Chitusystems: “The increase in aperture ratio is mainly determined by the design scheme and process capability. In the manufacturing process, the alignment accuracy of the array substrate and the color filter substrate will also have a decisive influence on the aperture ratio”.
Going back to the difference with monochrome screens, these do not have a Red, Green or Blue color filters and operate in just one color. Think it as a black and white image (with grey-tones possible). In the pixels that are displayed as white, a lot of the 405nm light from the LED’s below can pass on the complete pixel.
Monochrome LCD’s are better for resin 3D-printing as they will increase printing speed and increase the life-time of the screen. To start with the last one, LCD screens in resin 3D-printing are considered as consumables. These screens need to be replaced when the performance drops. In contrast to DLP systems, which can be re-calibrated and should work for many years. With RGB type LCD screens the lifetime of a screen is approximately 500 hours with normal usage. You will notice dead pixels, flickering LCD screen or parts not working anymore when the life-time of the LCD is over. In our experience this lifetime of an RGB LCD can vary from 200 hours to 700 hours randomly over many different printers. If you replace it yourself it costs around $30-150 on spare parts and it is a fairly easy job, manuals can be found for most printer models online. For monochrome screens the lifetime is advertised at 2000 hours, which is a major improvement over the 500 hours of the RGB LCD screens. We have been working on monochrome printers since their launch (around end of 2020). Although we do not print full-time and only for R&D and quality purpose, we have not replaced any monochrome screen at the time of writing (January 2023). The print hours were not counted but we are sure this is much more compared to the RGB screens LCD’s which we have replaced many times in the past, before de-commissioning these printers.
The brightness and contrast ration of the screens are more dialed in for 405nm light and there are no color filters present, which increases the brightness of the LED’s. These improvements all help in getting a faster print speed. The following printers are both 2K LCD printers, the photon is an RGB type and the Mono is the monochrome version. You can see the difference in print speed there:
Especially for rigid resins the print speed is very much faster on monochrome LCD screens. For instance Liqcreate Premium Model would need 16,0 seconds exposure time for 0,1mm layer thickness on an RGB screen and only 2,0 seconds on the Monochrome LCD screen from the Anycubic Photon Mono. For some specialty resins like Tough-X the print speed will only double from 30 seconds to 14 seconds, as these specialty resins need more time and UV power to cure.
With printing on >20+ LCD type printers for many years we would advise to everyone that is looking for a new resin 3D-printing to choose a monochrome LCD printer. With every new model released we see some new benefits and better LCD screens. The benefits of Monochrome LCD screens are evident and we have not found any negative side of this yet.

【10" 8K Monochrome LCD】 ELEGOO Saturn 2 adopts a 10-inch 8K mono LCD screen with an HD resolution of 7680x4320 and an ultra-fine XY resolution of 28.5 microns, outputting outstandingly detailed 3D models with a cure time of only 1-3s per layer. The scratch-resistant tempered glass above the LCD screen with 9H hardness for better light transmission and protection.
【43% Larger than Saturn"s Printing Volume】With a build volume of 219x123x250mm / 8.62x4.84x9.84 inch and a 10” large mono LCD screen make the prototype size larger and the curing efficiency higher, you can print one larger model or multiple smaller models in a single batch.
【Fresnel Collimating Light Source】Fresnel collimating light source consists of 48 highly integrated UV LED lights that work with FCL system Fresnel lens to emit a uniform light beam of 405nm wavelength, excellent printing accuracy, and a more smooth surface finish.
【Odor-free Printing Environment】The air filtration system with an activated carbon filter can absorb most of the resin odor, creating an odor-free fresh printing environment. Double heat-conducting copper heat tubes with faster heat transfer and better heat dissipation efficiency prolong the service life of 3D printers

Masked Stereolithography (MSLA) is a modified form of SLA printing. SLA uses a laser to trace the layers, and it is often reserved for industrial use since it is expensive.
MSLA uses an ultraviolet (UV) LED array and a LCD screen to selectively cure an entire layer of resin in seconds. MSLA resin printers utilize widely available and affordable components, which makes the technology available to consumers.
MSLA printers use a UV LED array underneath a LCD screen. The screen selectively turns pixels on and off, allowing UV light to cure the photopolymer resin in the vat. Budget resins often have cure times under 2.5 seconds, whereas the layer times for engineering resins can be 3 to 10 seconds.
When the layer has cured, the build plate lifts up, separating the print from the FEP or PFA film in the vat. The plate continues rising to a user-specified level then retracts down to start the next layer.
The FEP or PFA film will need to be replaced every few months or when indentions are made. The monochrome screens are degraded by the UV light, and their estimated lifespan is up to 2,000 printing hours. These should be considered a consumable.
Respirator($20-40) - Required - A respirator with activated carbon should be worn when interacting with resin and cleaning prints. These can also be used for sanding and painting.
UV Lamp($20) - Required - Portable UV LED array that can be used to post-cure prints, cure spills, cure resin in dirty IPA, and cure resin on reusable gloves after they are cleaned with IPA.
Metal Funnel ($12) - Optional - A metal funnel reduces waste, and it is used for filtering debris out of the resin as it is poured back into the bottle.
Flexible Plate ($15+) - Optional - Flexible plates can make removing prints easier, but they can cause failures on large prints that are printed directly to the build surface. The magnet adhesive will degrade over time.
Baster ($5) - Optional - Basters are recommended to remove resin from the vat. Typically, people would remove the vat and pour the resin out but this can drip resin on the screen, under the FEP film, and on your work space.
Screen Replacement ($50+) - Optional - Screens will need to be replaced months to years later, so we wouldn"t necessarily recommend holding onto spares.
Disclaimer: You assume all responsibility and risk for the use of, but not limited to, the resources, advice, and opinions of 4D Filtration or its employees. 4D Filtration or its employees do not assume any liability or create any warranty for the use of any information. 4D Filtration may receive commissions for referral links. Prices are approximated for simplicity and they may fluctuate due to sales or markdowns. Amazon .com should refer you to your local amazon site if you are not in the United States; there is a chance Amazon"s link redirect system will take you to a different product.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey