
how to get cured resin off lcd screen quotation

We’ll admit it. We like the results of resin 3D printing, but we don’t always care for the mess. We aren’t alone, and a common issue is to have drips of resin on your LCD screen — a potential disaster. You ought to have a screen protector, but yeah… you should back up hard drives, too. [Jessy] has the same problem and he has heard that you can easily clean cured resin from the screen using wood glue. Does it work? Check out the results of three glues in the video below.
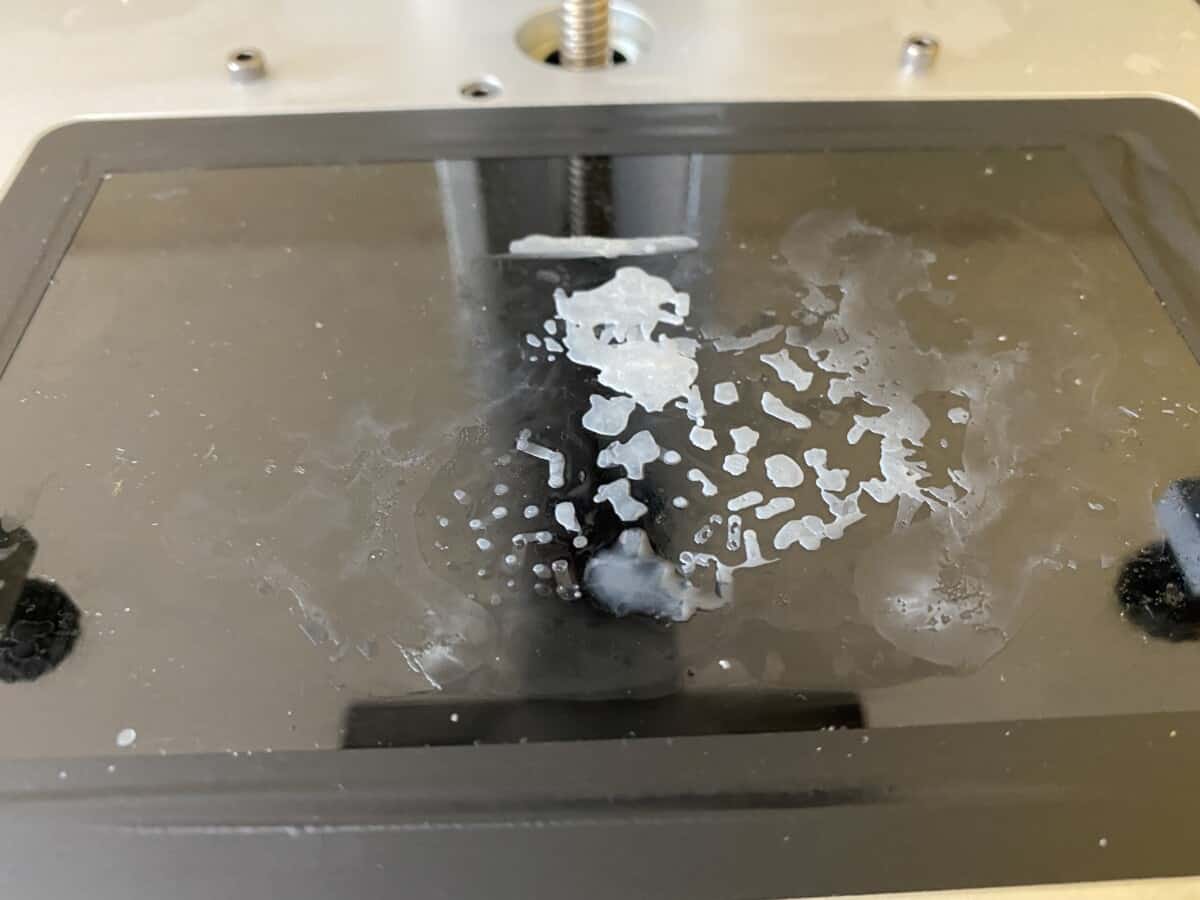
We winced to see glue going on the screens. [Jessy] cured some resin on the screens deliberately for a test. He used Elmer’s wood glue, Gorilla wood glue, and Titebond II wood glue. While there is a bit of a price difference between the options, they are all fairly inexpensive.
After letting the glue cure for 24 hours, it should peel up and take the resin up with it. Getting under the corner to start peeling was challenging and the whole thing left a huge mess. In retrospect, [Jessy] mentioned it might be a good idea to put a tab under the glue while wet to provide a handle.
It probably doesn’t matter, though. Only the Gorilla glue grabbed any resin at all and even that wasn’t very effective. [Jessy] suggests using alcohol and a plastic scraper if you have this problem. We suggest a screen protector.
There are two upsides, though. First, the casting of some brands of wood glue made some interesting pieces that might have use in some other context. Second, the video comments have other ideas that might be worth trying including hot sponges and cheap material for screen protection.
Usually, we are more worried about getting resin to stick not unstick. If you are still on the fence about the mess versus rewards of resin printing, check out our overview.

An animated explanation to “Why did this happen?” When you move up to larger resin 3d prints, you also start seeing failures. There’s no blanket answer for all print failures. But in this video, he explores a few reasons why resin 3d prints sometimes fail. And hopefully, show you how you can get better results.
In that case, the Pendrive failed and the top pressed the failed print into the FEP perforating it. At the beginning, I wanted to cry, but I got my spatula and scrapped the shit out of the screen. I was able to remove most of it.
But I couldn’t scrap all. Do you see the top corner? I was not able to remove that little bastard. I poured alcohol and rubbed and rubbed and i was only removing the glue from the sealant. So I checked internet.
I promise that I will make a video with how I scrapped everything because I recorded it. But I wanted to let you know the solution right now before I forget to post.
The solution is a 10 dollar plastic shitty tool from Amazon. It is used for vinyl in cars and it is plainly a godsend tool. It does not damage the screen but it is enough sharp that it gets under the resin. It is plainly amazing. Best 10$ invested of my life.

Phrozen LCD screen protector, made of durable and high-transparency material to protect your LCD screen from the risk of resin spillage damage without affecting your prints.
Complete Installation:Comes with a full installation kit including wet wipes, squeeze card, microfiber cloth, guide sticker set, dust absorber, and detailed instructions to help you complete the installation with ease.
Products can be returned within 14 calendar days from the date received. Product(s) can be exchanged within 30 calendar days from the date you received it if there is a manufacturing defect. To be eligible for an exchange, your item(s) must be unused and in the same condition as received with the original packaging. For more details, please refer to our.
Cut the harsh and smelly chemicals like Alcohol or Ethanol out of your cleaning process and instead use easier to obtain water or other mild cleaning agents to clear uncured resins off your fresh prints. Our resin prints works well with all the popular cleaning systems including Wash and Cure machines, Ultrasonic Cleaners, even scrubbing prints by hand with a soft brush.
Specifically formulated to capture all the details your resolution mSLA resin printer can display. Whether its intricate scales on a miniature monster or threads on a prototype meachine part. MOR resins can keep up with your printer with high detail and accuracy.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

The Anycubic Photon is our summer 2019 pick for the “Best Budget Resin 3D Printer”. Check out our review to find out why it’s a great choice if you want to spend $500 or less.
As far as low-cost desktop DLP 3D printers go, the Anycubic Photon DLP 3D Printer has emerged as one of the most appealing options on the market. Anycubic has a reputation for building reliable and affordable printers like the Anycubic i3 Mega FDM 3D printer. When it comes to the price, the Anycubic Photon is no exception – it’s one of the cheapest DLP 3D printers out there.
The Anycubic Photon DLP is generating some serious buzz across the community, and for good reason. Priced about $500, this machine is a potential game-changer for the SLA/DLP desktop 3D printing sector. But talk is cheap; we wanted to see this 3D printer in action.
So let’s take a dive into this resin-based 3D printer (not literally, that would be a health hazard) and find out how whether the Anycubic Photon DLP 3D printer is worth the hype or not.
All in all, we were pleasantly surprised with how the Anycubic Photon worked, both in terms of print quality and ease of use. In a market where most options are priced well above $1,000, we found that this machine makes for an ideal introduction to SLA/DLP 3D printing for both beginners and well-seasoned makers.
It’s no shocking revelation that resin 3D printing provides better print quality and resolution than FDM, but the Anycubic Photon proves that it can be done on a printer in the same low price range. Although there’s a slight learning curve for those who have never used a SLA/DLP 3D printer, this obstacle is overcome quickly thanks to the clear documentation, an active online community, and other online resources.
Most of the Anycubic Photon’s downsides are universal in the world of resin printing, factors such as post-processing, material handling, safety, etc. The printer does have a particularly small build volume, but it provides enough space for you to accomplish most projects. However, it’s important not to overlook the sticky resin and post-processing chemicals that you’ll have to bring into the workshop.
Aside from that, at under $500, it’s hard to find reasons to discount the quality of the Anycubic Photon. Not only is this 3D printer incredibly affordable, it also produces surprisingly high-resolution prints.
For professionals, such as dentists or jewelry designers, it’s probably worth investing in a more complete ecosystem that something like the Formlabs Form 2 provides. However, for beginners or makers that want to get better acquainted with resin 3D printing while maintaining good quality and ease of use, you won’t find a better budget option than the Anycubic Photon.
First and foremost, the Anycubic Photon is a desktop DLP 3D printer. This technology significantly differs from the more commonly used FDM 3D printing. Instead of melting plastic filament within a heated nozzle, DLP and SLA printers use liquid resins that are cured by either UV light or high-powered laser, respectively.
Whereas an SLA 3D printer, such as the popular Formlabs Form 2, uses a laser to harden the liquid resin, DLP printers use a technology called Digital Light Processing. This process projects the whole image of a layer (like a beamer would), effectively curing the resin layer by layer. Once one layer of resin is solidified, the build plate moves up and the projector then displays the next slice of the 3D model.
One of the primary benefits of DLP 3D printing is that it can produce highly detailed objects. The screen resolution is one of the most important aspects of any DLP 3D printer. The Anycubic Photon offers a 2K resolution, which is relatively good for the low price point.
The build volume for the Anycubic Photon DLP 3D printer is 115 x 65 x 155 mm, which is quite small compared to other machines. If you need to print bigger objects, you might be better off with an FDM 3D printer or a larger SLA 3D printer. However, if you want to experiment with DLP technology without burning a whole in your pocket, you’ll definitely be intrigued by what the AnyCubic Photon has to offer.
Please be advised that resin-based 3D printing may not be ideal for beginners. Post-processing involves washing the pieces with ethanol, curing them, cleaning the build plate – it’s a messy process. Also, the smell of the resin is not pleasant. Even though the Anycubic Photon has a carbon filter with a fan inside, the odor of the resin can still be overwhelming.
The 3D printer manufacturer strongly advises that the user wears the gloves and the protective mask provided with the 3D printer when pouring the resin (and so do we, as the smell is potent and potentially hazardous). You should also be sure to keep and use the Anycubic Photon in a relatively large room with open windows.
Upon unboxing the Anycubic Photon, we were pleasantly surprised to find that the entire machine was essentially assembled already. The windows of the 3D printer are protected by plastic sheeting, while styrofoam is inserted inside of the print chamber keeps all of the parts from wriggling around. Once you remove all of the protective packaging, you’re left with tiny 3D printer with an impressive design.
Although the Anycubic Photon comes mostly pre-assembled, there are still a handful of steps that need to be completed before you can start 3D printing.
Assembling and setting up the Anycubic Photon DLP 3D printer is an extremely simple process. It can be accomplished in 20-30 minutes, even less if you’re fast (but take your time, getting these steps right will be essential to your 3D printing success).
The first step is a move taken right out of the IKEA playbook: attach the small knob to the front door of the 3D printer. This knob looks like it belongs on a kitchen cabinet, but at the same time, it fits the Anycubic Photon’s petite and compact style. Simply mount the door handle unit in using the M4*8 screw that comes with it.
Now that the knob is attached, we can open and close the lid of the Anycubic Proton with ease. This is important, because the next step is to open the top cover to check whether the 2K LCD screen and platform is free of dust (best remove any specks of dust with a small towel dabbed in Isopropanol).
Once the inside of the print chamber was as spotless as possible, we plugged in the power cord and brought the Anycubic Photon to life. Next came the crucial step of leveling the Z-axis of the 3D printer.
However, before we could start leveling the print platform, we had to remove the resin tank from the print chamber, as this will get in the way of your leveling process. This can be done easily by unscrewing the two adjustable nuts on each side of the vat.
Using the touchscreen LCD display, we accessed the “MOVE Z” function through the “TOOLS” setting. After clicking the “HOME” button, the Z axis started to descend. There is a screw at the top of the print platform that needs to be loosened with an Allen wrench. This will allow the user to tweak the platform until they get it as level as possible.
Once we accomplished that, we had to retighten the screw and grab a sheet of A4 paper and place it on the 2K LCD screen on the surface of the print chamber. At this point, we also tightened the large red knob on top of the print platform. Then, using the distance controls on the UI, we had to lower the platform (either by 0.1 mm, 1 mm, or 10 mm), until we felt the drag resistance when pulling the paper back and forth.
This leveling process of the Anycubic Photon is actually similar to the way FDM 3D printers are manually calibrated. We recommend slowly lowering the platform by small increments, avoiding any potential issues. Once we felt a bit of resistance when moving the sheet of paper, we tightened the platform screw once more to make sure it was as level as possible. The Anycubic Photon’s platform should not have any tilt, otherwise, there will be a risk of failed or poor quality prints.
To set the current Z height, we went through “TOOLS” to “Z=0” on the display screen. We reset the Z-zero position, effectively locking our calibration settings into place.
Before breaking out the resin, we had to run a function test of the UV-LCD. To do this, raise the print platform about 120 mm and go through “TOOLS” > “DETECTION” > “NEXT”. This will start a brief test with the UV light, which will appear in the form of a bright rectangle inside of the 2K LCD screen.
After assembly and bed leveling were complete, it was finally time to start printing with our Anycubic Photon. The first model we decided to try was the test print provided on the USB stick.
This complex lattice cube structure is the perfect way to show off the advantages of SLA/DLP 3D printing. On the inside of the model are two planks that stretch from one corner to another, one of which has “ANYCUBIC” inscribed in it, the other with “PHOTON”. Since the model was already sliced and uploaded onto the USB stick, we didn’t have to dive into the Anycubic Photon slicing software just yet.
With the resin vat one-third of the way filled with green resin, it was time to get printing. Unfortunately, our first two attempts at 3D printing the Anycubic Photon test model was a failure. Although the 3D printer was able to solidify the first layer of the print, it didn’t stick to the print bed and prevented the rest of the model from coming to fruition.
So, we went back to the drawing board, re-leveling the print bed and cleaning the LCD screen with isopropanol and a cloth. After tweaking things a bit, we finally got our first successful print on the Anycubic Photon.
The quality of the test model was extremely impressive, with a nearly flawless surface and high quality details. Once the print was complete, we removed it from the bed and submerged it in an alcohol bath, going back and forth into a tub of water to clean off all the excess resin.
After repeating this cleaning process a few times, we had to cure the print with UV light. Since we don’t have a UV chamber to do this for us, we had to use the power of the sun. The best way to naturally cure a DLP print is to place it into water and leave it out in the sun. After a few hours, we had a clean and solid 3D print.
For the second model, we took the expected route and settled on the #3DBenchy, the go-to benchmark model for FDM printing. We wanted to draw direct comparisons between the surface quality of the two 3D printing technologies.
The Anycubic Photon handled with 3DBenchy model with impeccable ability, checking off each benchmark without any flaws. The tiny boat essentially looks layerless, and when placed next to a Benchy created with a FDM 3D printer, the differences are night and day.
After the two test models, it was time to have a little fun with our Anycubic Photon 3D printer. Since the printer came with green resin, we decided to print a model that would be complimented by this color. And so, we settled on a great model of Yoshi, the adorable dinosaur species that is a staple figure in the Super Mario video game franchise.
This model was a bit more complex, and required support structures. Using the Anycubic Photon slicer, we were easily able to auto-generate supports on the model. The slicer also enables users to manually add and edit support structures, and is both simple to use and efficient.
The Yoshi model came out quite nicely, and after snipping the support structures, cleaning off the excess resin, and curing the model in the sunlight, we had a green little dinosaur throwing up a peace sign. There were a few areas where the surface of the model was rough from the removed support structures, but the overall quality of the Yoshi was still impressive, especially for the low price point of the Anycubic Photon.
Unlike your average FDM 3D printer, the Anycubic Photon requires a fair amount of cleaning both before and after you’re ready to print. When you finish a print, you should pull the resin vat out and remove any cured parts floating around. Placing the filters that are provided with 3D printer above the mouth of the UV resin bottle, pour the material through the filter to strain out solid parts.
Be careful when cleaning the vat, particularly with the FEP film that is at the base. If you scrape out resin without tactfulness, you can possibly scratch this film and will need to purchase a replacement. That’s why the plastic spatula is best used to remove any cured resin chunks that may be leftover from the print.
Once the resin is removed, you can clean both the vat and the LCD projector. It’s critical that no dust, resin, or any other obstructions stand in the way between the light projector and resin vat. The best way to clean these parts is with isopropyl alcohol, just dab a bit on some cloth and wipe away.
You can also do the same procedure with the Anycubic Photon’s build plate, which will eventually become coated in resin from repeatedly dipping inside the resin vat.
Be sure to wear your safety gear while cleaning the Anycubic Photon, especially the gloves. The cleaning process can, ironically, create quite the mess if you’re not cautious with removing the resin vat and pouring it through the filter back into the UV resin bottle.
Since the Anycubic Photon system uses toxic UV resins, it’s important to wear gloves and safety glasses, as you don’t want uncured resin to touch your skin, and you definitely don’t want it getting into your eyes. Once the print is cured, you can handle the print with your bare hands, but you can ensure safety by keeping your gloves on throughout printing and post-processing.
The Anycubic Photon comes with a few pairs of gloves, but you’ll soon find that you can never have too many in stock. Therefore, it’s best to order a box or two to prepare for the inevitable depletion of the gloves provided with the 3D printer.
The uncured resin also disperses toxic fumes, which is why the Anycubic Photon comes with a surgical mask to keep you from breathing in the overwhelming smell. One whiff of the resin and you’ll realize right away that it’s not something you should be inhaling.
If you want to avoid any uncured resin from spilling out into your surrounding environment, placing the Anycubic Photon inside a tray will help contain any mess. If you decide to swap out the supplied plastic spatula with a metal one (which we recommend), be sure to only use it for resin 3D printing.
Just as with handling uncured resin, it’s also critical that the isopropyl alcohol used in post-processing is also handled with care. When curing a 3D print in this solvent bath, the uncured resin will mix with the isopropyl alcohol, creating a hazardous liquid that should be handled and disposed of with care.
You can only change a handful of print settings, including layer thickness, normal exposure time, off time, bottom exposure time, and bottom layers. However, if you’re not exactly sure what modifying these factors will do, your best bet is to just leave the preset setting intact. The same goes with the resolution settings, which are pre-defined as well.
The one area you truly have control over is the support generation. You can decide to autogenerate supports or manually insert them, but we found the automated support structures to be quite sound. The Anycubic Photon slicer provides the user with control over the shape, placement, radius, length, and density of the support structures, just to name a few.
Other than that, the Anycubic Photon slicer offers convenient ways to view, scale, and rotate the model. The slicing process is pretty fast compared to some other commonly used software, and leaves you with a .Photon file that is exclusively prepped for this DLP printer.
All in all, the slicer that comes alongside the Anycubic Photon is adequate enough. Though it lacks in design, and also doesn’t have explanations on what each setting does, this slicing software is simple and easy to use.
As we’ve stated throughout this review, the Anycubic Photon’s price is very low for a DLP 3D printer. The cost of desktop DLP printers generally range from around $500 for a Wanhao Duplicator 7 to $4000 for a SprintRay Moonray D/S. With a price of roughly $400, the Anycubic Photon is currently one of the cheapest DLP printers on the market.

If you are looking to buy a 3D printer for home use, there are two different technologies that you can choose from: Filament or Resin. You might be asking: is filament or resin better for 3D printing? The answer is: it depends what you will be using it for. Each technology is a different tool meant for a different job. In this article, we will look at the tradeoffs of both filament and resin 3D printers to give you a good idea of which type is right for you. Whether you are buying your first 3D printer or have significant experience in printing, both of these printing technologies have a lot to offer and one of them is likely to be the best choice for your application.
Filament printers build parts by melting plastic and depositing it into many stacked flat slices, or layers, which together form a 3D part. Each layer is created by moving the nozzle in a specified path while it deposits melted plastic. Once the layer is completed, the nozzle is moved up, and the next layer is built on top of the last one, until a full 3D part is created. Filament printers are also referred to as FDM(Fused Deposition Modeling) or less commonly FFF(Fused Filament Fabrication) machines. These terms are interchangeable.
Resin printers form parts from liquid resin which cures, or solidifies, when it is exposed to UV light. Similar to Filament printers, resin printers build parts in layers, but do so by exposing each slice to a pattern of UV light to solidify the resin in the desired locations. You’ll see two types of common resin printers, DLP(digital light processing)and SLA (Stereolithography). These technologies differ in how they cure the resin: DLP printers use a UV LCD screen (basically a small monitor) to cure an entire layer at once, while SLA uses a focused laser which traces a path through each layer. From the outside, these printers are very similar. Since most lower cost resin printers use the DLP technology, we will focus on that technology in this article.
Resin printers form each layer at the base of the vat by shining UV light on selected portions of the liquid resin. Once solidified, the print bed rises a small amount, liquid resin flows into the gap, and the process repeats.
When considering which of these types of 3D printers to purchase, you’ll first need to think about what types of objects you are planning to make. Filament printers are superior for producing strong, larger parts, while resin printers excel at producing fine details and can print much more precisely on small parts.
There is more to the story, though. There are a few important factors to consider when choosing which of these technologies is best for your specific needs.
Note: Creality Experts receives a commission for items you purchase from this page, at no additional cost to you. For more information, please see ouraffiliate link policy.
Resin printers are known for their superior surface quality, both in their ability to resolve small details on prints and for producing models with no visible layer lines. Resin prints actually do have layers, but they are so thin that they are not typically visible to the naked eye. For comparison, each layer on a resin printer is typically 25 - 50 microns thick, while filament printer layers are typically 100 - 300 microns thick.
Resin printers are able to capture very fine details because the resolution of each layer is defined by the size of pixels on the LCD screen, which are typically ~70 microns for consumer DLP 3D printers. By comparison, filament printer resolution is limited by the size of the opening in the nozzle where melted material is deposited, which is typically 0.4 mm (400 microns). It is possible to install smaller nozzles on filament printers, but the smallest viable nozzles are still 200 microns. Such a nozzle will also increase the printing time for the filament printer.
A resin print (left) compared to a filament print (right). Resin printers are superior at capturing small details and producing a very smooth surface finish without visible layer lines, but make sure to consider all of the factors when making a decision on which technology you prefer.
If you are looking to make small, detailed objects such as mini-figures, jewelry prototypes, or parts where high accuracy is critical, resin printers are a great choice.
Parts printed from filament offer high durability, even when using standard plastics such as PLA. In addition, you can use alternate materials such as PETG and ABS which offer increased strength and heat/UV resistance for parts used outdoors. Parts printed by an FDM 3D printer do have substantially less strength when forces are acting across layers, so it is critical to consider the orientation of parts to maximize strength.
Standard resin prints are fairly brittle and are typically not preferred for functional parts that will be exposed to substantial forces. Additionally, since the resin is reactive to UV, exposure to sunlight causes the prints to become increasingly weaker. That said, there are high-strength resins on the market which do help improve the strength of resin prints. Unfortunately, we have found that this resin can be difficult to fully clean off of the printed part and often leaves sticky residue on prints. We have had more success blending this resin with standard resins to balance these negative effects with the improved strength.
Overall,filament printing is a better choice for functional parts, since it offers improved strength and more options for larger parts, which we’ll look at next.
If you are looking to print larger parts, filament printers have a clear advantage. Entry level filament printers such as the Creality Ender 3 have a build volume of 220 x 220 x 250 mm, and many larger volume printers are available as well:Ender 3 Max: 300 x 300 x 350 mm (view on Amazon)
Standard resin printers have a much smaller build volume. Entry level printers such as the Creality Halot-One and Elegoo Mars are standardized at 130 x 80 x 160 mm, while more premium large format Resin printers such as the Elegoo Saturn are 192 x 120 x 150 mm, which is still substantially smaller than even the entry level filament printers.
With typical settings, filament printers can produce single objects much faster. If you add more objects to the print bed, as you might expect, the print time will increase proportionally. This is because the nozzle must trace each part individually.
Resin printers, however (specifically the DLP type) can print multiple objects just as fast as a single object, since the LCD is exposed to each layer for a fixed amount of time regardless of how many parts you are printing. In these cases, resin can often be substantially faster for cases where you need a lot of parts. This is limited by the small size of the print bed, and one advantage of larger resin printers like the Elegoo Saturn is taht you can quickly print a lot of parts on their larger print beds.
Most filament printers require some assembly, but the difficulty can vary. Printers such as the Creality CR-10 and Ender 3 Max arrive mostly assembled, and only take around 15 minutes to assemble. Smaller printers such as the Ender 3 V2 ship in more pieces and usually take around an hour to assemble. Once assembled, leveling the print bed can take a bit of trial and error.
Resin printers, due to their smaller size, typically ship nearly fully assembled. For the Elegoo Mars we use, the only required assembly was sliding the print bed assembly onto the printer. Leveling the bed is simpler than filament printers - you just loosen a few screws in the bed, home it with a sheet of paper underneath, and retighten.
Many filament printers like the Creality Ender 3 V2 are shipped in many parts and require an hour or so to assemble. However, newer filament printers like the Ender 3 Neo series are being shipped almost fully assembled
Once assembled, it can take some time to learn all of the different settings that are available for filament printers in the printer slicer software to get the best quality prints. Many modern slicers such as PrusaSlicer and Cura have premade profiles for most Creality printers which make this process easier, but it is still important to learn how the various settings work since adjustments are often needed to optimize printing for certain types of models. You’ll also need to experiment with how models are oriented on the printer to get the best results.
Resin printers have far fewer settings to configure, and it is easy to get printing quickly once the printer is assembled. The only settings you will need to ever change are the layer time (how long each layer is exposed to the UV light to cure) and settings for support material. Print orientation is also important for resin printers to make sure the print stays adhered to the bed for the entire print.
While resin 3D printers are simple to get set up,the liquid resin adds some complications to using the printer. It is important to note that the resin is a skin irritant, so its important to wear gloves whenever you are coming into close contact with the resin, such as removing completed prints or removing the resin vat. The level of irritation can vary from person to person. We’ve heard stories of people getting serious burns from minutes of contact with the resin, however personally we have not ever had a reaction to small splashes on the skin that can sometimes occur (though we wash them off with soap as soon as it happens to be safe). In addition, the resin has a distinct chemical odor that some people find unpleasant, though there is no conclusive evidence that it is harmful to breathe. It is still recommended to keep resin 3D printers in a well-ventilated area.
Because completed prints will have remaining liquid resin on the surface once they are finished, you will need to post process all prints using a solvent such as Isopropyl Alcohol (IPA). You can purchase specific washing stations for this purpose, or use a lower cost pickle strainer. The solvent will become clouded with resin and become ineffective after a a few uses and will need to be replaced and disposed of safely (you can’t pour it down the drain).
Swapping colors requires carefully pouring the resin from the vat into the resin container, then cleaning the vat (or purchasing dedicated vats for each material).
Another challenge with using resin is thatchanging materials can be time consuming. To do so, you’ll need to carefully pour the resin from your vat back into the resin container, clean the vat out completely, and pour the new resin in the vat. We have purchased a number of spare vats which we use for common colors to avoid the need for changing the color in the vat. The vats can be easily exchanged but the cost of additional vats can add up.
Overall,filament printers are easier to use once they are set up. All of the materials can be handled safely with no protection, and no post processing is required for most prints, other than removing support material, if needed. Swapping colors is also simple, and is just a matter of pulling out the old filament and inserting the new material.
Resin printers have few moving parts—the only one is the Z axis Lead screw which lifts the print bed as the print forms. For that reason, they are much less likely to encounter mechanical issues. However, there are a couple of components that you will most likely need to replace over time:The FEP film on the bottom of the vat can bend or tear - as you print more parts, the thin film which forms the bottom of the vat can become bent or develop slight leaks. When this occurs, you can either replace the film or get an entirely new vat for a fairly low cost. The FEP film replacement is not too difficult but takes some time since there are a lot of screws securing it to the vat.
The LCD can develop issues over time- such as dead pixels or regions, which will cause sections of your prints to have holes in them. Replacement LCDs are available, but require disassembling the outer shell of the machine. Once you access the LCD, you can plug the new LCD in with no soldering or wire splicing required.
Filament printers have moving parts in all 3 axes, which means that over time, parts of the motion system will need replacement or tightening. We have found that these types of repairs are fairly infrequent. Most of the maintenance of filament printers relates to the filament path - the extruder which pushes filament, and the hot end which melts it before depositing it onto the part.The extruder gear, which contacts the filament and pushes it into the hot end can wear over time, and the spring loaded extruder mechanism can crack if your 3D printer is using an extruder made of plastic. These issues can be avoided by ensuring your printer has a steel extruder gear and an all-metal extruder.
The internal components of the hot end tend to wear out over time since it is exposed to high temperatures. You can replace most individual components of the hot end, or replace the entire assembly if time is more of a factor than cost. We have a detailed guide on repairing these hot end issues, and feel that repairing the hot end is fairly simple.
In the past, purchasing a resin 3D printer was substantially more expensive than a filament printer. However, there are a number of lower-cost resin machines on the market now using DLP technology. Because of this, budget resin 3D printers are priced in the same range as entry level filament 3D printers. This means that if you’re looking for a budget resin 3D printer or a budget filament 3D printer, you have plenty of options. For higher end printers, resin tends to be more expensive. We’ll look at some side by side comparisons to give you a general idea:
Its important to consider the total down of ownership of a 3D printer, because the ongoing costs can be a more substantial portion of the total cost than the purchase price of the machine itself. The majority of ongoing costs are the materials you use to make parts: the filament or resin.
Overall, the cost of resin is higher per kilogram, but you will likely use less with a resin printer due to its smaller build size. If you are planning to print larger parts on your resin printer, you can reduce resin usage by making the parts hollow and including a drain hole to allow the unused resin in the center cavity to drain out. For filament printers, parts typically use a meshed infill pattern, which saves material.
Another smaller cost to consider is maintaining the 3D printer and making sure you have required supplies. Resin printers cost a bit more in this area, since you’ll need to maintain a stock of disposable gloves and a solvent such as IPA to post-process prints. Repair parts for either type of printer are typically fairly inexpensive, and you won’t be buying them often.
Now that you have a general idea of which technology is better for your needs, the next step is to take a look at a few printers in each category to learn more. If you are looking for your first 3D printer, a good place to start is with our entry level picks for both filament and resin printers.
The Ender 3 V2 Neo offers a number of improvements over the original Ender 3 series like auto bed leveling, and due to its ease of use and low cost, it is our top recommendation for a first 3D printer. We have purchased many printers in the Ender 3 series and have been very pleased with them.
The Elegoo Mars is a great resin 3D printer at a low cost. The 2 Mono version includes an upgraded LCD and build plate which are definitely worth the added cost. We have used two Elegoo machines in our workshop and have seen impressive results considering the low price point. They were very easy to set up and begin printing with, and have been very reliable.

The basics of resin 3D-printing are based upon the exact curing of resin at a specific location in the XYZ space. Within regular 3D-printers, the Z resolution is better defined as its layer thickness. while the XY resolution is defined by the imaging technology that makes the resin cure. From the earlier days, these were always laser based printers. Where the laser ‘writes’ in the resin and everywhere it touches the resin the material will cure into a solid plastic. Since then there have been plenty of developments in new imaging techniques. After lasers, Envisiontec (now ETEC) developed a projector based imaging technique in the early 2000’s, still known as DLP 3D-printing. This technology has some benefits over laser based systems and made it possible to develop the first desktop sized resin 3D-printers. Although the DLP technology still has some disadvantages (like limited build size / pixel size ratio and its price at the time). In around 2017 Wanhao brought the first affordable LCD based printer. Although companies like Structo and Photocentric released the technology a few years earlier. This new imaging technology based on LCD screens rapidly took over the entry-level and now even the professional resin 3D-printing space. From here the history in imaging technologies for resin 3D-printing is well-known. From 2K RGB LCD / MSLA resin 3D-printers in the beginning, it evolved to 2K monochrome screens, 4K and even 8K mono LCD screens. In this article you will learn more about the technology differences behind monochrome LCD screens vs RGB LCD imaging technology.
We couldn’t write it better as Ackuretta:“LCD stands for Liquid Crystal Display – you will be familiar with this technology, as you are reading this article either through a mobile device or a computer screen. That bright thing in front of you is the LCD screen.”
Next to the Z-axis, which provides the Z resolution, the most important component of a resin 3D-printer is its imaging system. For LCD printers it is obviously the LCD screen combined with its LED array. The technology of the LCD screens in a resin 3D-printer is quite similar as for instance a laptop LCD (except for the backlight, which we come to later). During the last decades there has been an incredible amount of work by imaging companies to create better, larger and sharper LCD screens.
An LCD screen is build-up with a lot of different layers and each layer has its own function for the LCD to work. As the name LCD tells us, it display is based on liquid crystals. These crystals are randomly present and behave like a liquid in normal state. In this state they are quite transparent to light. When locally (per pixel) a current is applied on these liquid crystals, they will change orientation and block light. By doing this for every pixel and placing a background LED behind it, a 2D image is created.
In other words, if there is an electric charge applied to these liquid crystal molecules, they untwist. When they straighten out, they change the angle of the light passing through them so that it no longer matches the angle of the top polarizing filter. Consequently, no light can pass through that area of the LCD, which makes that area darker than the surrounding areas.
LCD based resin 3D-printers started with RGB LCD type of display, which works perfect for most display work. But for resin 3D-printing it is only important that you have one wavelength (one color) of light to print. This is often 405nm light, which is purple/blue-ish. On this wavelength your standard resins will work fine. The funny thing here is that the “old-fashioned” monochrome (means one color) LCD screens work much better for this. Of course these screens are not really old-fashioned and there has been a lot of development in one-color LCD screens as well in the past decades.
The picture below shows a RGB and a monochrome LCD screen. The RGB screens contain color filters. As RGB is an abbreviation for Red, Green and Blue. The color filters are necessary for color TV, phone and computer screens, but in 3D printing you don’t need color. These color filters from the first generation LCD printers lead to a reduced transmittance rate. Meaning that there is less light output and thus slower curing of the resin.
If we dive deeper into the imaging technology of LCD’s, one important value is the aperture ratio. The Aperture ratio is the ratio of the area of the light transmission part of the pixel to the total area of the pixel. They made a comparison image below with an LCD with aperture ratio of 50 ∼ 80%.
According to Chitusystems: “The increase in aperture ratio is mainly determined by the design scheme and process capability. In the manufacturing process, the alignment accuracy of the array substrate and the color filter substrate will also have a decisive influence on the aperture ratio”.
Going back to the difference with monochrome screens, these do not have a Red, Green or Blue color filters and operate in just one color. Think it as a black and white image (with grey-tones possible). In the pixels that are displayed as white, a lot of the 405nm light from the LED’s below can pass on the complete pixel.
Monochrome LCD’s are better for resin 3D-printing as they will increase printing speed and increase the life-time of the screen. To start with the last one, LCD screens in resin 3D-printing are considered as consumables. These screens need to be replaced when the performance drops. In contrast to DLP systems, which can be re-calibrated and should work for many years. With RGB type LCD screens the lifetime of a screen is approximately 500 hours with normal usage. You will notice dead pixels, flickering LCD screen or parts not working anymore when the life-time of the LCD is over. In our experience this lifetime of an RGB LCD can vary from 200 hours to 700 hours randomly over many different printers. If you replace it yourself it costs around $30-150 on spare parts and it is a fairly easy job, manuals can be found for most printer models online. For monochrome screens the lifetime is advertised at 2000 hours, which is a major improvement over the 500 hours of the RGB LCD screens. We have been working on monochrome printers since their launch (around end of 2020). Although we do not print full-time and only for R&D and quality purpose, we have not replaced any monochrome screen at the time of writing (January 2023). The print hours were not counted but we are sure this is much more compared to the RGB screens LCD’s which we have replaced many times in the past, before de-commissioning these printers.
The brightness and contrast ration of the screens are more dialed in for 405nm light and there are no color filters present, which increases the brightness of the LED’s. These improvements all help in getting a faster print speed. The following printers are both 2K LCD printers, the photon is an RGB type and the Mono is the monochrome version. You can see the difference in print speed there:
Especially for rigid resins the print speed is very much faster on monochrome LCD screens. For instance Liqcreate Premium Model would need 16,0 seconds exposure time for 0,1mm layer thickness on an RGB screen and only 2,0 seconds on the Monochrome LCD screen from the Anycubic Photon Mono. For some specialty resins like Tough-X the print speed will only double from 30 seconds to 14 seconds, as these specialty resins need more time and UV power to cure.
With printing on >20+ LCD type printers for many years we would advise to everyone that is looking for a new resin 3D-printing to choose a monochrome LCD printer. With every new model released we see some new benefits and better LCD screens. The benefits of Monochrome LCD screens are evident and we have not found any negative side of this yet.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey