
lcd panel test patterns factory
In the past decade, LCD monitors have replaced CRT screens for all but the most specialist applications. Although liquid crystal displays boast perfect
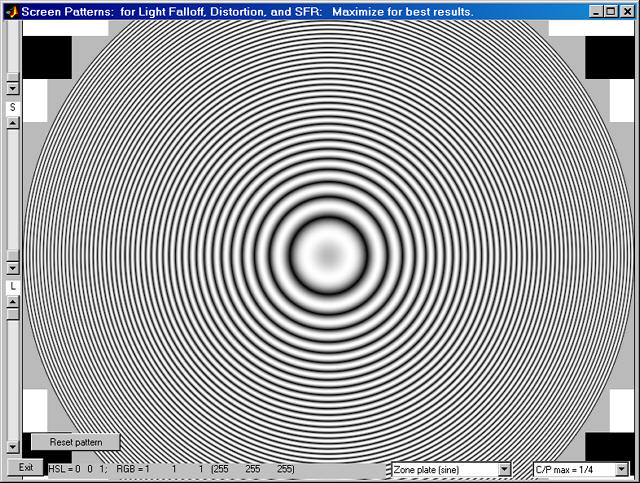
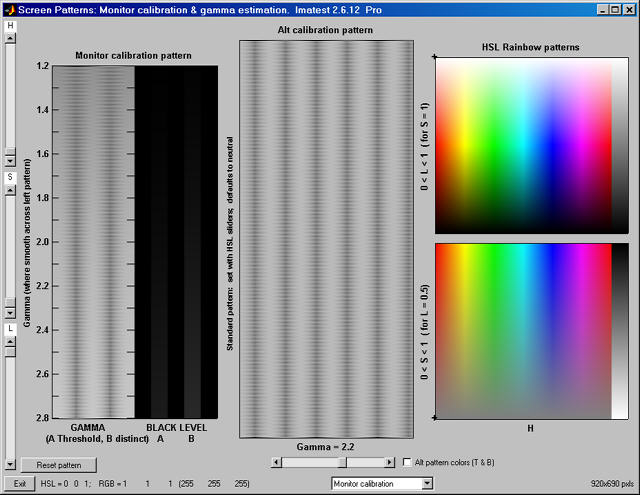
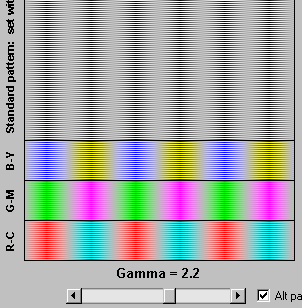
This selection contains several patterns that enable you to check your monitor’s calibration. The gamma patterns (left and middle) must be viewed on a monitor; they do not work in printed media. Reset pattern restores the default values, H = 0, S = 0, L = 1, and Gamma = 2.2.
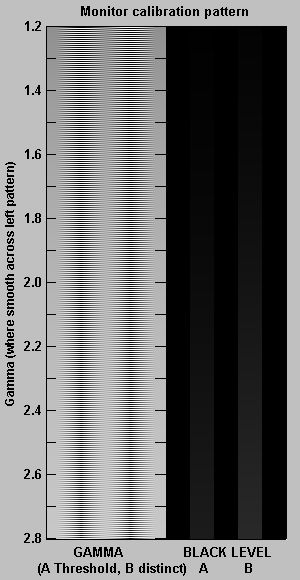
This chart enables (shown below) you to set the black level (brightness) and estimate display gamma over a range of 1.2 to 2.8 with accuracy close to ±0.05. The gamma pattern is on the left; the black level pattern is on the right. Before using the chart, CRT monitors should be turned for on for at least 15 minutes. For flat screen (LCD) monitors, Screen resolution should be set to the monitor’s native resolution (right-click on the wallpaper, Properties, Settings).
Your monitor’s gamma should be set for 2.2 (for Windows systems).Gamma = 2.2 for the Internet-standard sRGB color space and the popular Adobe RGB (1998) color space. 1.8 was the standard for older Macintosh systems and prepress file interchange (Mac users, see Ian Lyons’ Mac Calibration page.). Many laptop LCD screens cannot be accurately calibrated because gamma is extremely sensitive to viewing angle (though my 2018 Asus Zenbook is better than I expected).You can adjust gamma using Quickgamma (a great free program) or a hardware calibrator (details here).
The image on the right shows the middle gamma pattern enlarged 4x. The upper part of this image, to the right of Standard, uses the same black-to-white sinusoidal variation as the Gamma and black level chart. The color patterns appear when the Alt pattern colors (T & B) box, located just to the right of the Gamma slider, is checked
When this image is displayed normal size (not enlarged; below) on a good quality monitor, the R-C, G-M, B-Y, and Standard patterns appear nearly identical.
Right: HSL rainbow patterns. These patterns are used for a rough visual estimate of the monitor’s color performance. They should appear well-saturated and have smooth color and tonal gradations (no abrupt changes). Laptops typically look very different from well-calibrated LCD or CRT monitors.
Important technical improvements of LCD, such as LED backlighting and wide viewing Angle, are directly related to LCD. And account for an LCD display 80% of the cost of the LCD panel, enough to show that the LCD panel is the core part of the entire display, the quality of the LCD panel, can be said to directly determine the quality of an LCD display.
The production of civil LCD displays is just an assembly process. The LCD panel, the main control circuit, shell, and other parts of the main assembly, basically will not have too complex technical problems.
Does this mean that LCDS are low-tech products? In fact, it is not. The production and manufacturing process of the LCD panels is very complicated, requiring at least 300 process processes. The whole process needs to be carried out in a dust-free environment and with precise technology.
The general structure of the LCD panel is not very complex, now the structure of the LCD panel is divided into two parts: the LCD panel and the backlight system.
Due to the LCD does not shine, so you need to use another light source to illuminate, the function of the backlight system is to this, but currently used CCFL lamp or LED backlight, don’t have the characteristics of the surface light source, so you need to guide plate, spreadsheet components, such as linear or point sources of light evenly across the surface, in order to make the entire LCD panel on the differences of luminous intensity is the same, but it is very difficult, to achieve the ideal state can be to try to reduce brightness non-uniformity, the backlight system has a lot to the test of design and workmanship.
In addition, there is a driving IC and printed circuit board beside the LCD panel, which is mainly used to control the rotation of LCD molecules in the LCD panel and the transmission of display signals. The LCD plate is thin and translucent without electricity. It is roughly shaped like a sandwich, with an LCD sandwiched between a layer of TFT glass and a layer of colored filters.
LCD with light refraction properties of solid crystals, with fluid flow characteristics at the same time, under the drive of the electrode, can be arranged in a way that, in accordance with the master want to control the strength of the light through, and then on the color filter, through the red, green, blue three colors of each pixel toning, eventually get the full-screen image.
According to the functional division, the LCD panel can be divided into the LCD panel and the backlight system. However, to produce an LCD panel, it needs to go through three complicated processes, namely, the manufacturing process of the front segment Array,the manufacturing process of the middle segment Cell, and the assembly of the rear segment module. Today we will be here, for you in detail to introduce the production of the LCD panel manufacturing process.
The manufacturing process of the LCD panel Array is mainly composed of four parts: film, yellow light, etch and peel film. If we just look at it in this way, many netizens do not understand the specific meaning of these four steps and why they do so.
First of all, the motion and arrangement of LCD molecules need electrons to drive them. Therefore, on the TFT glass, the carrier of LCD, there must be conductive parts to control the motion of LCD. In this case, we use ITO (Indium Tin Oxide) to do this.ITO is transparent and also acts as a thin-film conductive crystal so that it doesn’t block the backlight.
The different arrangement of LCD molecules and the rapid motion change can ensure that each pixel displays the corresponding color accurately and the image changes accurately and quickly, which requires the precision of LCD molecule control.ITO film needs special treatment, just like printing the circuit on the PCB board, drawing the conductive circuit on the whole LCD board.
This completes the previous Array process. It is not difficult to see from the whole process that ITO film is deposited, photoresist coated, exposed, developed, and etched on TFT glass, and finally, ITO electrode pattern designed in the early stage is formed on TFT glass to control the movement of LCD molecules on the glass. The general steps of the whole production process are not complicated, but the technical details and precautions are very complicated, so we will not introduce them here. Interested friends can consult relevant materials by themselves.
The glass that the LCD board uses makes a craft also very exquisite. (The manufacturing process flow of the LCD display screen)At present, the world’s largest LCD panel glass, mainly by the United States Corning, Japan Asahi glass manufacturers, located in the upstream of the production of LCD panel, these manufacturers have mastered the glass production technology patents. A few months ago, the earthquake caused a corning glass furnace shutdown incident, which has caused a certain impact on the LCD panel industry, you can see its position in the industry.
As mentioned earlier, the LCD panel is structured like a sandwich, with an LCD sandwiched between the lower TFT glass and the upper color filter. The terminal Cell process in LCD panel manufacturing involves the TFT glass being glued to the top and bottom of a colored filter, but this is not a simple bonding process that requires a lot of technical detail.
As you can see from the figure above, the glass is divided into 6 pieces of the same size. In other words, the LCD made from this glass is finally cut into 6 pieces, and the size of each piece is the final size. When the glass is cast, the specifications and sizes of each glass have been designed in advance.
Directional friction:Flannelette material is used to rub the surface of the layer in a specific direction so that the LCD molecules can be arranged along the friction direction of the aligned layer in the future to ensure the consistency of the arrangement of LCD molecules. After the alignment friction, there will be some contaminants such as flannelette thread, which need to be washed away through a special cleaning process.
After the TFT glass substrate is cleaned, a sealant coating is applied to allow the TFT glass substrate to be bonded to the color filter and to prevent LCD outflow.
Finally, the conductive adhesive is applied to the frame in the bonding direction of the glass of the color filter to ensure that external electrons can flow into the LCD layer. Then, according to the bonding mark on the TFT glass substrate and the color filter, two pieces of glass are bonded together, and the bonding material is solidified at high temperatures to make the upper and lower glasses fit statically.
Color filters are very important components of LCD panels. Manufacturers of color filters, like glass substrate manufacturers, are upstream of LCD panel manufacturers. Their oversupply or undersupply can directly affect the production schedule of LCD panels and indirectly affect the end market.
As can be seen from the above figure, each LCD panel is left with two edges after cutting. What is it used for? You can find the answer in the later module process
Finally, a polarizer is placed on both sides of each LCD substrate, with the horizontal polarizer facing outwards and the vertical polarizer facing inwards.
When making LCD panel, must up and down each use one, and presents the alternating direction, when has the electric field and does not have the electric field, causes the light to produce the phase difference and to present the light and dark state, uses in the display subtitle or the pattern.
The rear Module manufacturing process is mainly the integration of the drive IC pressing of the LCD substrate and the printed circuit board. This part can transmit the display signal received from the main control circuit to the drive IC to drive the LCD molecules to rotate and display the image. In addition, the backlight part will be integrated with the LCD substrate at this stage, and the complete LCD panel is completed.
Firstly, the heteroconductive adhesive is pressed on the two edges, which allows external electrons to enter the LCD substrate layer and acts as a bridge for electronic transmission
Next is the drive IC press. The main function of the drive IC is to output the required voltage to each pixel and control the degree of torsion of the LCD molecules. The drive IC is divided into two types. The source drive IC located in the X-axis is responsible for the input of data. It is characterized by high frequency and has an image function. The gate drive IC located in the Y-axis is responsible for the degree and speed of torsion of LCD molecules, which directly affects the response time of the LCD display. However, there are already many LCD panels that only have driving IC in the X-axis direction, perhaps because the Y-axis drive IC function has been integrated and simplified.
The press of the flexible circuit board can transmit data signals and act as the bridge between the external printed circuit and LCD. It can be bent and thus becomes a flexible or flexible circuit board
The manufacturing process of the LCD substrate still has a lot of details and matters needing attention, for example, rinse with clean, dry, dry, dry, ultrasonic cleaning, exposure, development and so on and so on, all have very strict technical details and requirements, so as to produce qualified eyes panel, interested friends can consult relevant technical information by a search engine.
LCD (LC) is a kind of LCD, which has the properties of light transmission and refraction of solid Crystal, as well as the flow property of Liquid. It is because of this property that it will be applied to the display field.
However, LCD does not emit light autonomously, so the display equipment using LCD as the display medium needs to be equipped with another backlight system.
First, a backplate is needed as the carrier of the light source. The common light source for LCD display equipment is CCFL cold cathode backlight, but it has started to switch to an LED backlight, but either one needs a backplate as the carrier.
CCFL backlight has been with LCD for a long time. Compared with LED backlight, CCFL backlight has many defects. However, it has gradually evolved to save 50% of the lamp and enhance the transmittance of the LCD panel, so as to achieve the purpose of energy-saving.
With the rapid development of LED in the field of lighting, the cost has been greatly reduced.LCD panels have also started to use LED as the backlight on a large scale. Currently, in order to control costs, an LED backlight is placed on the side rather than on the backplate, which can reduce the number of LED grains.
At the top of the diffusion plate, there will be 3~4 diffuser pieces, constantly uniform light to the whole surface, improve the uniformity of light, which is directly related to the LCD panel display effect. Professional LCD in order to better control the brightness uniformity of the screen, panel procurement, the later backlight control circuit, will make great efforts to ensure the quality of the panel.
Since the LCD substrate and the backlight system are not fixed by bonding, a metal or rubber frame is needed to be added to the outer layer to fix the LCD substrate and the backlight system.
After the period of the Module, the process is completed in LCM (LCDModule) factory, the core of this part of the basic does not involve the use of LCD manufacturing technology, mainly is some assembly work, so some machine panel factories such as chi mei, Korea department such as Samsung panel factory, all set with LCM factories in mainland China, Duan Mo group after the LCD panel assembly, so that we can convenient mainland area each big monitor procurement contract with LCD TV manufacturers, can reduce the human in the whole manufacturing and transportation costs.
However, neither Taiwan nor Korea has any intention to set up factories in mainland China for the LCD panel front and middle manufacturing process involving core technologies. Therefore, there is still a long way to go for China to have its own LCD panel industry.
Have you ever properly checked the display quality of the LCD you habitually use? Very often people become aware of previously unnoticed problems in display quality when they run a check using test patterns and so on. This time we are going to talk about the basic points used to assess LCD display quality, and show you a simple way to test it.
Below is the translation from the Japanese of the ITmedia article "The difference in image quality is perfectly obvious! – Let"s check the LCD"s monitor" published April 22, 2010. Copyright 2011 ITmedia Inc. All Rights Reserved.
First of all, bear with us in the following simple test. Below is image data of a row of three squares. In the center of each square is a letter so faint as to be barely distinguishable, so there are three letters in all. Read from the left they make up a word. Can you see that hidden word?
That"s right. The answer is "LCD" (it is displayed if you drag the space between the brackets). We assume that probably many users could read the letters concealed in the squares.
So, the next test is much more difficult. A word is concealed in the four squares below, just as in the image above. The letters are written in colors that are very similar to those of the boxes and we expect that, in many cases, it is hard to distinguish them in your browser. We would like you to download the image and check it closely in photo retouching software or a viewer that is capable of accurate color reproduction.
This time the answer is "EIZO" (it is displayed if you drag the space between the brackets). Depending on the lighting or the user"s environment it may be hard to make out but, if you can read these four letters, the display quality, or more accurately the still image gradation expression, of your LCD is extremely high.
Let"s get down to details then. "Image quality" is the top priority of the LCD, of course. However, recently LCD prices are fiercely competitive and there are surprisingly few products that insist on high image quality and performance. It may be nice to be able to get hold of a wide-screen monitor with full HD (1920 × 1080 dot) resolution or higher fairly cheaply, but it cannot be denied that such LCDs tend not to place too much importance on display quality.
On the other hand, the increasing opportunities to enjoy things like HD videos and games, and high resolution digital photographs on the computer make LCD display quality even more important. As far as possible it"s best to use an LCD with excellent display quality in order to fully enjoy the charms of the visual content.
Even so, perhaps you think that there can"t really be that much wrong with the LCDs that so many people are using at the moment. Here we would like to show you a simple method to check LCD display quality. You can get a good idea of whether the basic display quality is good or bad just by looking at how some simple test images are displayed, just like in the introductory quiz. First of all, we would like you to get a sense of how important it is that "image data can be properly displayed" by checking the display of the LCD that you currently use, (that"s right, the one you are using to view this page!).
The test items use color / monochrome patterned images to check gradation expression, and simple images to check brightness / chromaticity variation. Downloads are available of several test images, such as gradation patterns. We would like you to display the downloaded test images in photo retouching software or a viewer that can reproduce color accurately. As we mentioned at the start of this article, you have to be careful as in many cases colors cannot be displayed accurately in web browsers. (Currently only a few browsers such as Safari and Firefox 3.x can handle color management).
Before starting your visual check of the display quality, please return to your LCD"s setting to default, and select Adobe RGB or sRGB as the image quality mode. If these modes are not available it is fine to set the color temperature to 6500K and gamma to 2.2. If you cannot adjust the color temperature and gamma, simply adjust the brightness and contrast so that they are easier to discern. Of course, if it"s an LCD environment that has been color calibrated it"s OK to leave it as it is.
The average LCD takes some time for the monitor to stabilize after it is switched on so, after start up, please wait at least 30 minutes or so before doing the test. (Most EIZO monitors are an exception to this as they are equipped with our proprietary dimming function and the monitor stabilizes in a short time after start up.)
The surface treatment of an LCD makes a difference to the background reflection. Glare panels impede the surface diffusion of backlight, which does make it easier to achieve high color purity, but also makes distinct reflections of the user or lighting much more likely (photo on the left).
If the lights are similarly trained on a non-glare panel they do not have much effect on the display, only appearing as a fuzzy brightness (photo on the right).
For your reference, we ran a test on an EIZO 24.1-inch wide-screen LCD, the FlexScan SX2462W, for this article. The FlexScan SX series comes with a number of high image quality functions and boasts top class display quality as a general-purpose LCD intended for a computer.
When checking the display quality of an LCD it is comparatively easy to understand the gradation expression capability by a visual check. Let"s display color and monochrome gradation images and check whether the entire image is smoothly reproduced. If there is a problem with the gradation expression it produces things like blocked-up shadows in dark areas and blown-out highlights in light areas, banding (vertical or horizontal stripes) in the middle gradations, and color cast, so you should check for problems like these.
Test images of color / monochrome gradations are shown below. Each test image is prepared for three resolution levels (1280 × 800 dots / 1680 × 1050 dots / 1920 × 1200 dots). When you click on an image it is displayed in that actual resolution. We would like you to download the images in the resolution which matches that of your current LCD. Gradation expression can vary according to whether the image is viewed horizontally or vertically, so it will be more effective if you rotate these images and view them vertically as well.
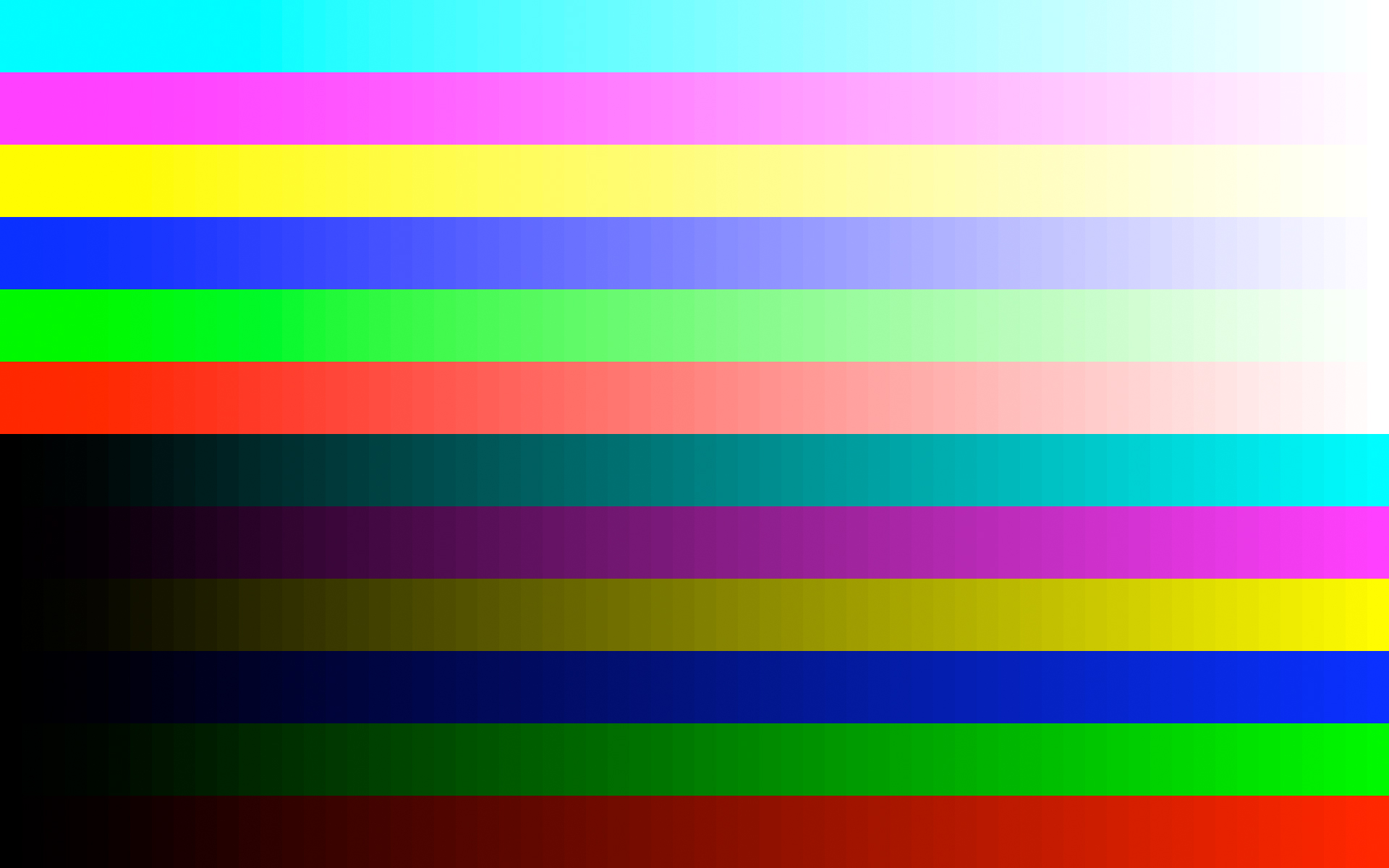
A gradation pattern where the colors red, green, blue, cyan, magenta and yellow go through 16 gradients as they change to white or black. This is an easy test image so we expect that it can be seen in most environments that each color bar is divided into 16 blocks.
A gradation pattern where the colors red, green, blue, cyan, magenta and yellow go through 64 gradients as they change to white or black. Each color bar is divided into 64 rectangular blocks. With this many gradients we expect that many LCDs will find it hard to make distinctions in the dark areas or the areas that are close to primary colors.
A smooth gradation pattern where the colors red, green, blue, cyan, magenta and yellow go through 256 gradients as they change to white or black. At this level of difficulty you cannot distinguish between adjoining colors from a distance but, if you have an LCD with excellent gradation expression, if you look closely you should be able to see that each color is divided into thin rectangular blocks.
A gradation pattern that changes from black to white. It is divided into 5 horizontal bars: from the top, smooth, 128 gradients, 64 gradients, 32 gradients and 16 gradients. Even if all the differences can be distinguished in the 16 and 32 gradient patterns near the bottom, we expect that there will be some parts in the 64 and 128 gradient patterns where it is hard to see the boundaries between adjoining colors. With this kind of monochrome test image you should also check whether any unnecessary colors are mixed with the gray.
On an average LCD gradations of gray that are close to black tend to appear as blocked-up shadows (gradations of gray that are close to white are displayed comparatively accurately). If your LCD"s OSD menu allows you to adjust the contrast, please try gradually turning down the contrast. Turning down the contrast often makes it possible to see gradations that had been subject to blocked-up shadows or blown-out highlights.
Probably most LCDs will be able to detect some degree of banding and color cast in the middle gradations. Banding in the middle gradations is tone jump (Missing gradations) and, along with color cast, means that the RGB gamma curves are unequal. Unlike blocked-up shadows or blown-out highlights, this is an area that it is hard to improve with adjustments made by the user.
When we looked at these test images on the FlexScan SX2462W, in the smooth gradation there was blocked-up shadows right next to the black but we could distinguish differences in gradations of gray until very close to the black area. When it comes to such subtle gradation distinctions the brightness of the room and the adaptability of the eye come into play, so the range that is visible will vary according to the environment and the individual. The gradation expression was excellent, with almost no blown-out highlights in light areas, middle gradation banding or color cast.
The answer is "The far right" (it is displayed if you drag the space between the brackets). If the other grays looked correct, color may not be being correctly recognized for a variety of reasons, such as the lighting environment or the LCD settings.
The two image patterns below are easy to understand examples of optical illusions. When you look at them you should be able to understand how heavily the human eye is influenced by surrounding colors.
Now let"s assess the gradation expression with some slightly different test images. Below are color patterns with a spread of pale colors in gradations close to the dark range and the light range. They are arranged so that a distinction cannot be made between adjoining colors on an LCD with insufficient gradation expression.
We expect that you could roughly get the whole picture in the gradation patterns on the previous page, but in the patterns this time some parts that cannot be seen may have appeared in some cases. As we mentioned earlier, LCDs tend to display gradations close to black as a blocked-up shadows, and color patterns that are close to black are particularly hard to distinguish.
Since there are some parts that cannot be seen, the possibility arises subtle skin colors and tones cannot be accurately recognized when doing things like retouching photographs, though the misrecognition will vary according to the user"s eyesight. People who place importance on color reproduction should probably bear this in mind when they think about replacing their LCD or buying an extra one.
Incidentally, when we checked the FlexScan SX2462W with these tests we could distinguish everything in both the close to white and the close to black patterns. As well as no blown-out highlights or blocked-up shadows, we saw no unnatural color casts.
This shows the color patterns displayed on the FlexScan SX2462W. It was taken with a digital camera so some parts look a little patchy but they were accurately displayed when we did a visual check.
Every LCD has some degree of brightness and chromaticity variation, but there are many products where the variations become more obvious when the brightness is lowered. A comparison of the brightness and chromaticity variation of a number of LCDs reveals that there is a fairly large difference between products, so this is a point to bear in mind.
If you actually try this test you may be surprised to find more variation than you expected when gray or a near-white pale color is displayed. Generally speaking, the center of an LCD screen is the brightest and it gradually gets darker towards the edges. This is no problem if there is not a big difference in brightness between the central and peripheral areas, but there are some products where this difference is very striking.
Incidentally, this test is also an effective way to test the LCD for dot defects (normal lighting / unlit room). We would like you to check the black display in a darkened environment, for example by switching off all the room lights at night. Although you probably saw the whole screen as uniformly black in a light environment, very often in a dark environment you can find variations in some parts due to light leaks.
The FlexScan SX2462W got good results again when we tried it with the brightness and chromaticity variation tests. The brightness decreased slightly at the edges of the screen, particularly the lower edge, but overall the display was even and pleasing. It is installed with a "digital uniformity equalizer" that measures brightness and chromaticity throughout the screen and makes corrections so that the entire screen is uniform.
Monochrome full-screen displays on a FlexScan SX2462W. Only the screen display is shown. The bottom right is a near-white pale orange. There are not many LCDs that can display this kind of pale color as uniformly as this
However, the pitfall here is that it simply means that "the screen is visible". The thing is that the viewing angle specifications are permitted to use the term "visible" until the display contrast ratio drops to an extremely low 10:1 or 5:1 when the screen is viewed from an angle (the steeper the angle from which the LCD screen is viewed, the more the contrast generally declines). In other words, they do not take into account the display uniformity of the central and peripheral areas of the screen, or the level of chromatic change, when the screen is viewed from an angle.
The ideal viewing angles is that the brightness and chromaticity is very uniform and there is not much chromatic change, even when the screen is viewed from a slight angle. The viewing angles given in the specifications are not really very helpful, but you can judge the standard of the panel type that the LCD (liquid crystal panel) adopts. IPS liquid crystal panels have the least change in brightness or chromaticity when the screen is viewed from an angle, and they are followed by VA panels. An IPS or VA liquid crystal panel can be said to indicate the superior nature of the product itself, so this is often included in the catalog or specifications. It is probably a good idea to look through the catalogs of various products.
On the other hand, monitors installed with cost-effective TN liquid crystal panels are in fact the most numerous. However, the TN type lags far behind the IPS and VA types in terms of characteristic viewing angle changes in brightness and chromaticity. Simply viewing the screen from a slightly different angle makes the coloration change dramatically, and the screen looks completely different according to whether it is viewed vertically or horizontally. If the vertical and horizontal viewing angles in the specifications are different then it is a TN type. There are quite a few products with a 20-inch wide screen or larger where colors look different in the central and peripheral areas even when the screen is viewed straight on.
The display on an IPS panel. Even when viewed from this angle, the displayed content can of course be distinguished completely and the colors also show up really well
The display on a VA panel. Compared with the IPS panel the screen is a little whitish and the chromaticity has slipped, but it is a satisfactory viewing angle for actual use
The display on a TN panel. There is a very clear difference from the IPS and VA panels. The display throughout the entire screen lacks uniformity and there is a yellow cast
The gradation images and monochrome images from earlier in this article can be used as they are to check the viewing angles. Display an image on the whole screen, look at it straight on and check whether the brightness and colors are uniform at the top and bottom of the screen, and in the center and at both sides. Then gradually shift the angle from which you view the screen and check how the brightness and coloration change. If you do this with photographic data as well as the test images, you should be able to get a better sense of the difference in the display.
When we checked the viewing angles of the FlexScan SX2462W there was absolutely nothing to criticize since, in addition to the use of an IPS panel, it is equipped with many high image quality functions, including the afore-mentioned digital uniformity correction circuit. The brightness and chromaticity throughout the whole screen is very uniform, and the coloration hardly changed at all when the viewing angle was changed.
We explained here about easy ways to check LCD monitor quality. How were the results for your current LCD? We think that many people were probably very bothered by the blocked-up shadows and blown-out highlights when the test images to check gradation were displayed, by the middle gradation banding, and by the variations in brightness and chromaticity when the monochrome images were displayed.
As we mentioned at the beginning, recently the number of LCDs with excellent display quality is on the decline. Although we would not go so far as to say that the display quality of inexpensive products is poor. Of course a high quality LCD is indispensable if you want to enjoy using your computer, properly handle the needs of applications that require color reproducibility, and to fully enjoy all the benefits of rich content.
The EIZO FlexScan LCD series has excellent display quality in those regards, and we have no qualms about recommending them to everyone. The product line-up is diverse but each model is clearly ranked according to the purpose to which it is suited and its screen size, and they all guarantee above-standard display quality. They may cost a little more than you had budgeted for but the clear value they offer exceeds their price.
If, after trying these tests, you have doubts about the display quality of the LCD that you usually use, we would certainly urge you to consider an EIZO LCD. We would also recommend that you construct a multi-display environment by making the new LCD your main monitor and the one that you have been using your sub monitor.
Every Pro Display XDR undergoes a state-of-the-art factory display calibration process on the assembly line to ensure the accuracy of the P3 wide color panel and the individual backlight LEDs. In addition, the factory calibration process enables sophisticated built-in algorithms to accurately reproduce a variety of color spaces used by media workflows today, including sRGB, BT.601, BT.709, and even P3-ST.2084 (HDR).
You can use a set of QuickTime movie test patterns from Apple to evaluate the calibration of your Pro Display XDR. These appropriately color-tagged SDR and HDR references allow you to use your in-house spectroradiometer to measure and verify the color primaries/secondaries and luminance including the electro-optical transfer function (EOTF). Before you measure the calibration of your display, make sure your Mac is using macOS Catalina 10.15.6 or later and your display uses Display Firmware 4.2.37.
Open the QuickTime Test Pattern Movies folder and choose the set of patterns that you want to test. Each folder contains sequences of movie files for measuring color or luminance in HDR, BT.709, and BT.601.
Open each file in QuickTime Player and measure each test pattern movie file in the folder. Make sure that the reference preset currently in use matches the chosen test pattern. For example, use the HDR Video (P3–ST 2084) preset when using the HDR10-based patterns.
Compare the color (chromaticity) and luminance values you measured to those in the Reference Values.txt file in the test pattern’s folder. Depending on the tolerance or calibration of your spectroradiometer, there may be some variation in readings relative to the reference values.

To clean the anti-static screen, we recommend using a special screen-cleaning tissue or solution that is suitable for the anti-static coating on LCD panels.
While moving the monitor, follow the instructions as described in the User Manual on how to hold the monitor. Do not put pressure directly on the LCD screen as it may cause irreparable cracks.
To run a diagnostic test on the LCD panel of a Dell laptop, see the Dell knowledge base article How to Run the LCD Built-in Self-Test on a Dell Laptop.
If the screen abnormality is not present in the integrated self-test mode, see the Dell knowledge base article How to Troubleshoot Display or Video Issues on a Dell Monitor.
Running a self-test feature check (STFC) or the built-in self-test (BIST) diagnostic on a Dell monitor is always a good practice to isolate LCD or monitor issues.
If the self-test feature check (STFC) or built-in self-test (BIST) diagnostic test passed, this indicates that the Dell monitor is functioning normally. To troubleshoot the display or video issue, see the Dell knowledge base article How to Troubleshoot Display or Video Issues on a Dell Monitor.
If the display has no Backlight control, the Contrast control will need to be used to set peak white. Obviously, this could cause clipping if the Contrast value is set higher than set previously with the Contrast Test Pattern, so this defines the maximum Peak White the display can be set to
To test the Gamma/EOTF within a Home TV, from within ColourSpace select the target colour space from within Settings, and from the Manual Measure or Characterisation menus run a Grey Ramp profile/.csv to assess the TV"s Gamma/EOTF for each available pre-set
When adjusting RGB High values it is a common rule of thumb to leave Green alone, and just adjust Red and Blue. While this is a good basic rule, there is a potential problem if raising Red or Blue causes the colour channels to clip at 100% white, making the white balance at 100% incorrect, even though 80% is correct. So, 100% white needs to be checked after 80% Grey has been corrected, including using the Contrast Test Pattern to check for possible clipping.
There is a second rule of thumb for RGB High adjustments that says RGB values should be reduced, never increased, to prevent potential clipping issues at 100%. This may, or may not, be a better approach than simply leaving Green alone... in reality a combination of both approaches is usually better. But always double and triple check with the Contrast Test Pattern to check for possible clipping after any RGB High adjustments.
There is a real potential issue on some displays when measuring Low grey scale values, as the backlight on many displays - White LED illuminated LCD displays specifically - can be overly Blue, and the backlight colour can"t be corrected for through calibration (it can only be changed by using a different backlight with a less blue spectral response, such as changing to a display with a full array RGB LED backlight). With LCD displays the backlight has an ever increasing influence on the display colourimetry as the brightness of the display gets lower. If a problem is encountered with low values, move up to higher values, and see how they respond.
When adjusting RGB Low values the rule of thumb is to only raise the necessary RGB values to attain Grey Scale Balance, and not reduce values. This is to prevent 0% blacks crushing. As with the RGB High rules of thumb, this is not always the best approach as lifting values may cause black to lift too much... Just always double and triple check with the Brightness Test Pattern to check for possible crushing after any RGB Low adjustments.

A test card, also known as a test pattern or start-up/closedown test, is a television test signal, typically broadcast at times when the transmitter is active but no program is being broadcast (often at sign-on and sign-off).
Used since the earliest TV broadcasts, test cards were originally physical cards at which a television camera was pointed, allowing for simple adjustments of picture quality.camcorders. From the 1950s, test card images were built into monoscope tubes which freed up the use of TV cameras which would otherwise have to be rotated to continuously broadcast physical test cards during downtime hours.
Electronically generated test patterns, used for calibrating or troubleshooting the downstream signal path, were introduced in the late-1960s. These are generated by test signal generators, which do not depend on the correct configuration (and presence) of a camera, and can also test for additional parameters such as correct color decoding, sync, frames per second, and frequency response.vectorscope, allowing precise adjustments of image equipment.
The audio broadcast while test cards are shown is typically a sine wave tone, radio (if associated or affiliated with the television channel) or music (usually instrumental, though some also broadcast with jazz or popular music).
Digitally generated cards came later, associated with digital television, and add a few features specific of digital signals, like checking for error correction, chroma subsampling, aspect ratio signaling, surround sound, etc. More recently, the use of test cards has also expanded beyond television to other digital displays such as large LED walls and video projectors.
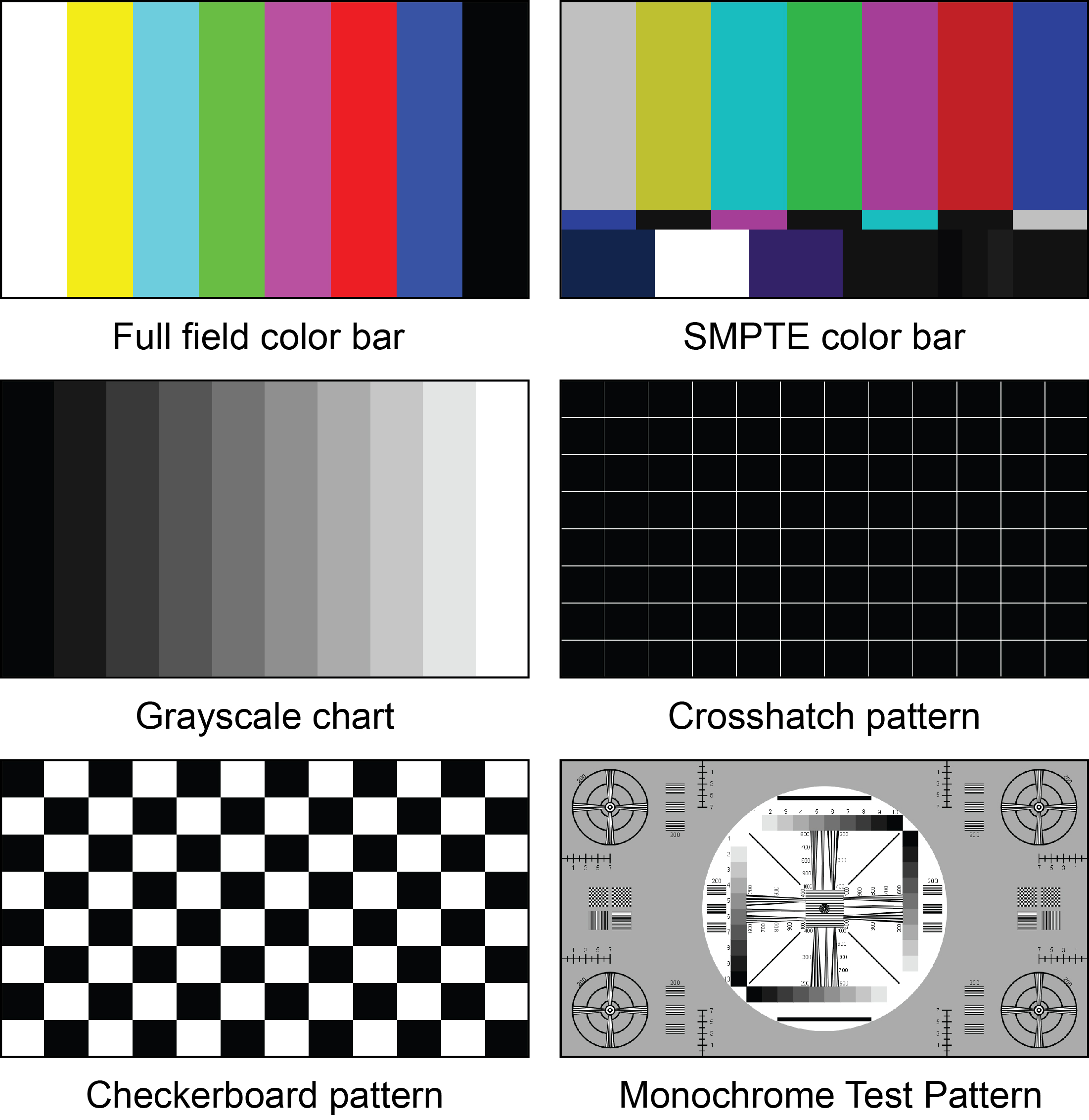
Test cards typically contain a set of patterns to enable television cameras and receivers to be adjusted to show the picture correctly (see SMPTE color bars). Most modern test cards include a set of calibrated color bars which will produce a characteristic pattern of "dot landings" on a vectorscope, allowing chroma and tint to be precisely adjusted between generations of videotape or network feeds. SMPTE bars—and several other test cards—include analog black (a flat waveform at 7.5 IRE, or the NTSC setup level), full white (100 IRE), and a "sub-black", or "blacker-than-black" (at 0 IRE), which represents the lowest low-frequency transmission voltage permissible in NTSC broadcasts (though the negative excursions of the colorburst signal may go below 0 IRE). Between the color bars and proper adjustment of brightness and contrast controls to the limits of perception of the first sub-black bar, an analog receiver (or other equipment such as VTRs) can be adjusted to provide impressive fidelity.
They are also used in the broader context of video displays for concerts and live events. There are a variety of different test patterns, each testing a specific technical parameter: gradient monotone bars for testing brightness and color; a crosshatch pattern for aspect ratio, alignment, focus, and convergence; and a single-pixel border for over-scanning and dimensions.
The famous RCA Indian-head test pattern used mainly in North America from 1940 to the 1970s with its elements labelled, describing the use of each element in aligning a black & white analog TV receiver.
Test cards are as old as TV broadcasts, with documented use by the BBC in the United Kingdom in its early 30-line mechanical Baird transmissions from 1934Occupied France during World War II.Radiodiffusion-Télévision Française 819-line test card introduced in 1953.
In North America, most test cards such as the famous Indian-head test pattern of the 1950s and 1960s have long since been relegated to history. The SMPTE color bars occasionally turn up, but with most North American broadcasters now following a 24-hour schedule, these too have become a rare sight.
With the introduction of color TV, electronically generated test cards were introduced. They are named after their generating equipment (ex: Grundig VG1000,Philips PM5544,Telefunken FuBK,BBC test card) or organization (ex: SMPTE color bars, EBU colour bars).
Formerly a common sight, test cards are now only rarely seen outside of television studios, post-production, and distribution facilities. In particular, they are no longer intended to assist viewers in calibration of television sets. Several factors have led to their demise for this purpose:
Modern microcontroller-controlled analogue televisions rarely if ever need adjustment, so test cards are much less important than previously. Likewise, modern cameras and camcorders seldom need adjustment for technical accuracy, though they are often adjusted to compensate for scene light levels, and for various artistic effects.
Use of digital interconnect standards, such as CCIR 601 and SMPTE 292M, which operate without the non-linearities and other issues inherent to analog broadcasting, do not introduce color shifts or brightness changes; thus the requirement to detect and compensate for them using this reference signal has been virtually eliminated. (Compare with the obsolescence of stroboscopes as used to adjust the speed of record players.) On the other hand, digital test signal generators do include test signals which are intended to stress the digital interface, and many sophisticated generators allow the insertion of jitter, bit errors, and other pathological conditions that can cause a digital interface to fail.
Test cards including large circles were used to confirm the linearity of the set"s deflection systems. As solid-state components replaced vacuum tubes in receiver deflection circuits, linearity adjustments were less frequently required (few newer sets have user-adjustable "VERT SIZE" and "VERT LIN" controls, for example). In LCD and other deflectionless displays, the linearity is a function of the display panel"s manufacturing quality; for the display to work, the tolerances will already be far tighter than human perception.
For custom-designed video installations, such as LED displays in buildings or at live events, some test images are custom-made to fit the specific size and shape of the setup in question. These custom test images can also be an opportunity for the technicians to hide inside jokes for the crew to see while installing equipment for a show.
Rather than physical test cards, which had to be televised using a camera, television stations often used a special purpose camera tube which had the test pattern painted on the inside screen of the tube. Each tube was only capable of generating the one test image, hence it was called a monoscope.
Monoscopes were similar in construction to an ordinary cathode ray tube (CRT), only instead of displaying an image on its screen it scanned a built-in image. The monoscope contained a formed metal target in place of the phosphor coating at its "screen" end and as the electron beam scanned the target, rather than displaying an image, a varying electrical signal was produced generating a video signal from the etched pattern. Monoscope tubes had the advantage over test cards that a full TV camera was not needed, and the image was always properly framed and in focus. They fell out of use in the 1960s as they were not able to produce color images.
There are also test patterns kits and software developed specifically for many consumer electronics. The B&K Television Analyst was developed in the 1960s for testing monochrome TV sets in the NTSC standard and was later modified for European and Australian PAL standards. Among other uses, it consisted of a flying spot scanner on which a test pattern printed on a cellulose acetate slide was shown.
When CRT monitors were still commonly used on personal computers, specific test patterns were created for proper calibration of such monitors in the cases whereby multimedia images could not be shown properly on said monitors.VCD and DVD lens cleaner discs, such as the Kyowa Sonic lens cleaning kits from 1997–2001, also included test patterns as well.
Test patterns are also used to calibrate medical displays for telemedicine and medical diagnostic purposes, such as the SMPTE RP-133 medical diagnostic imaging test pattern specification for medical and surgical displays, created around 1983AAPM in 2001.X-ray machines, in particular those manufactured by Leeds Test Objects in England, also exist as well.
Television has had such an impact in today"s life that it has been the main motif for numerous collectors" coins and medals. One of the most recent examples is The 50 Years of Television commemorative coin minted on 9 March 2005, in Austria. The obverse of the coin shows the centre portion of the Telefunken T05 test card, while the reverse shows several milestones in the history of television.
The Philips Pattern is widely recognised as one of the iconic popular culture symbols of the 1980s and 1990s. Numerous novelty and collectible items has been patterned after the famous test card, including wall clocks, bedsheets, wristwatches, and clothing.
In Britain, music - rather than radio sound - was usually played with the test card. The music played by the BBC, and afterwards ITV, was library music, which was licensed on more favourable terms for frequent use than commercially available alternatives. Later, Channel 4 used UK library LPs from publishers like KPM, Joseph Weinberger and Ready Music.
Until September 1955, the BBC used live playing 78 RPM commercial records as an audio background to the test cards. After that date, they switched to using recorded music on tape.celesta). ITV (which began its first trade transmissions in 1957) continued to use commercially available recordings until the late 1960s, when it also began to make specially produced tapes.
During the 1980s, the test card was gradually seen less and less - it was pushed out first by Teletext pages, then extended programme hours. The same tapes were used to accompany both the test card and Ceefax on BBC channels, but some fans argue that new tapes introduced after Ceefax became the norm in 1983 were less musically interesting.
Associated-Rediffusion–Marconi "diamond" monochrome test card versions 1, 2 and 3RTV in British Hong Kong, TVM in Crown Colony of Malta and WNTV in the western part of Colonial Nigeria
The Test Card Circle, a UK fan site: details of the UK"s Trade Test Transmissions including the history of the BBC and ITA Test Cards, a look at the music used and full details about the Trade Test Colour Films shown from the late fifties to 1973.
The Indian-head test pattern is a test card created by RCA of Harrison, New Jersey, which became the standard image of the RCA TK-1 monoscope. It features a drawing of a Native American wearing a headdress and numerous graphic elements designed to test different aspects of broadcast display. The card was introduced in 1939 and over the course of the black-and-white television broadcasting era was widely adopted by television stations across North America.
The Indian-head test pattern became familiar to the large baby boom TV audiences in America from 1947 onwards; it would often follow the formal television station sign-off after the United States national anthem. The Indian head was also used by the Canadian Broadcasting Corporation (CBC)Canadian national anthem sign-off in the evening, and during its final years in the late-1970s and early-1980s it was shown before sign-on in the morning, after the showing of the SMPTE color bars.Rhodesia Television (RTV) during British colonial times (varying between Northern and Southern Rhodesia) following the playing of "God Save the Queen" at closedown. This test pattern was later used by the Venezuelan TV channel Venevision, in conjunction with the RMA Resolution Chart 1946, until the late-1970s before signing on with the Venezuelan national anthem. Telesistema Mexicano (now Televisa) stations also used this test pattern until the late-1960s immediately after playing the Mexican national anthem at sign-off. In the Dominican Republic, the Indian-head pattern was used by its public broadcaster Corporación Estatal de Radio y Televisión (CERTV) in the late-1960s and 1970s (in conjunction with the EIA 1956 resolution chart test card) after playing the National Anthem of the Dominican Republic at sign-off. In Sweden the Indian head was used in test transmissions from the KTH Royal Institute of Technology in Stockholm alongside the RMA Resolution Chart 1946, Telefunken T05 test card, as well as other experimental test cards from Televerket and Chalmers University of Technology from 1948 until November 1958 when it was replaced by the Sveriges Radio TV (now Sveriges Television) test card.Saudi Broadcasting Authority in Saudi Arabia also formerly used a modified version of the Indian head test pattern, with the Emblem of Saudi Arabia replacing the Indian head drawing,Philips PM5544 test card. The Indian head was also used in Brazil by Rede Tupi, both as a test pattern and as part of a television ident, from its launch in 1950 until it became the first Brazilian television network to adopt colour television in 1971–1972. The Indian head pattern was also used by Kuwait Television in Kuwait from its launch of television services in 1961 until it adopted colour television in the mid-1970s.
From the late-1950s the test pattern gradually began to be seen less frequently, after fewer sign-offs, on fewer stations, and for shorter periods in the morning, since new and improved TV broadcast equipment required less adjusting. In later years the test pattern was transmitted for as little as a minute after sign-off while the transmitter engineer logged required Federal Communications Commission-US/Industry Canada transmitter readings before cutting power.
By the end of the Indian-head TV era in the late-1970s/early-1980s, there was no nightly test pattern on stations where automatic logging and remote transmitter controls allowed shutdown of power immediately after the formal sign-off. After an immediate transmitter power off, in lieu of the Indian-head test pattern and its sine wave tone, a TV viewer heard a loud audio hiss like FM radio interstation noise and saw the video noise. Audio and video noise received on Indian-head era TV sets respectively indicated the absence of analog aural and visual broadcast carriers. Home-use TVs typically did not have a no-signal noise muting and blanking feature until the late analog TV period.
When US broadcasters switched to color television, the SMPTE color bars largely superseded the black-and-white test pattern image although a few station owners employed colorized versions of the NBC/CBS "bullseye" test pattern, in some cases lasting until as recently as the early 1990s.
The Indian-head test pattern was not generated by pointing a camera at a card, as many older test patterns were. Rather, it was generated directly as a monochrome video signal by means of a monoscope tube, a specialized video camera tube with the pattern built into the tube.
An RCA TK-1 test pattern generator (monoscope) is a 19-inch rack-mounted chassis, which contains a monoscope tubecathode ray tube (CRT), but instead of displaying an image, it scans a built-in image, producing a video signal. The tube has a perfectly proportioned copy of the test pattern master art inside, permanently deposited as a carbon image on an aluminum target plate or slide.television studio and production control room video monitors, and home television sets, to be identically adjusted for minimal distortions such as ovals instead of circles.aspect ratio was exactly four units wide by three units high.
The graphic of the Indian and all of the patterns on the chart served specific purposes. With the chart, many typical daily (sometimes hourly) adjustments on cameras, home, and studio monitors could be made. An experienced broadcast engineer could glance at the drawing of the Indian Chief and quickly know if everything was working correctly or if more careful adjustment was needed. Within the chart, the tools necessary to adjust perspective, framing, linearity, frequency response, differential gain, contrast and white level (brightness) are all provided. The grid and circles were used for perspective, framing and linearity. The tapered lines (marked with 20, 25, 30, and 35) were used for resolution and frequency response. The thin lines marked from 575 to 325 on one side and 300 to 50 on the other side referred to lines of resolution. The gray bands emerging from the center off to the lower right and upper left were for differential gain, contrast, and white level.
Only after the monitors were adjusted was an actual Indian-head test pattern used. A cardboard mounted lithograph of the test pattern was typically attached to a rolling vertical easel in each TV studio, to be videographed by each studio camera during test time. Then the cameras were adjusted to appear identical on picture monitors, by alternately switching between and comparing the monoscope image and the test card image. Such adjustments were made on a regular basis because television system electronics then used hot vacuum tubes, the operating characteristics of which drifted throughout each broadcast day.
Test patterns were also broadcast to the public daily to allow regular adjustments by home television set owners and TV shop repair technicians.pincushioning, and image size.
The test pattern was usually accompanied by a 1,000 or 400 hertz sine wave test tone, which demonstrated that the TV aural receiver was working. If the tone was pure-sounding rather than a buzz or rattle, then transmitted speech and music would not be distorted. 400 Hz is somewhat less annoying for technicians to hear for extended work periods.
An actual Indian-head test card, the pattern as printed on art-grade white cardboard, was only of secondary importance to television system adjustment, but many of them were saved as souvenirs, works of found object art, and inadvertent mandalas. By contrast, nearly all of the hard-to-open, steel-shielded, vacuum glass monoscope tubes were junked with their hidden Indian-head test pattern target plates still inside. The monoscope target plates were also small, a few inches in size, while the camera test cards were 1.5 by 2 feet (0.46 by 0.61 m), appropriate for picture-framed wall display.
The original art work for the Indian chief portrait was completed for RCA"s research engineers by an artist named Brooks on August 23, 1938. The original portrait was done in pencil, charcoal, ink and zinc oxide. For about a year said portrait was televised in the laboratory as the entire test pattern. Only from 1939 onwards was said portrait incorporated into the current pattern of calibrated lines and shapes. The original portrait measures eight inches (20 cm) across as a circular image containing several identifiable shades of gray, and some detail in the feathers. There is also some Zone 8 texture in the white feathering and some Zone 2 texture in the black hair. The master art for both the portrait and the pattern design was discovered in a dumpster by a wrecking crew worker as the old RCA factory in Harrison, New Jersey was being demolished in 1970. The worker kept the art for over 30 years before selling it to television engineer and collector Chuck Pharis.
The Indian-head test pattern became obsolete in the 1960s with the debut of color television; from that point onward, an alternate test card of SMPTE color bars (and its immediate predecessors), or colorized versions of the NBC/CBS-derived "bullseye" patterns became the test card of choice. Since the 1990s, most television stations in the United States have broadcast continuously without regular sign-offs, instead running infomercials, networked overnight news shows, syndicated reruns, cartoons, or old movies; thus, the broadcast of test patterns has become mostly obsolete (though they are still used in post-production and broadcast facilities to check color and signal paths). Nevertheless, the Indian-head test pattern persists as a symbol of early television. A variant of the card appeared on theatrical release posters for "Weird Al" Yankovic"s 1989 film Archie McPhee company,
In October 2022, a 4:3 monochrome test card that resembles the Indian-head test pattern was discovered in an EPROM chip of a Philips PM5644 PAL generator purchased by a British television repairman from a European scrap dealer.
Kay, M. S. (January 1949). "The Television Test Pattern" (scan). Radio & Television News. Ziff-Davis. 41 (1): 38–39, 135–136 – via Wikimedia. "Every television station, prior to its actual broadcasting period, transmits a test pattern for the purpose of permitting set owners to adjust their receiver controls for optimum reception." The article also states that television programming (in 1949) was only a few hours each evening. The Indian-head test pattern was built into the RCA "monoscope" tube, a 2F21, which acted as a complete replacement for the TV camera.
The Indian-head test pattern night light was included in a set of three novelty night lights with test pattern lamp shades: RCA TK-1 Indian head (1950s), SMPTE color bars (1960s), and an Emergency Broadcast System (EBS) TV-test slide image ("This is a test! This is only a test!") from the middle Cold War era.According to the customer service department of Archie McPhee company, Seattle, Washington, the set of three, as Item #10480, was sold from 1999-01-11 to 2005-06-17. Their representative said these lamp shades were created by the company, and not obtained from an outside source. (Source accessed by phone on 2007-11-07).
"The Indian Head Test Pattern original master art". Archived from the original on June 15, 2015. Retrieved May 18, 2006.link) – rescued from an RCA dumpster in 1970

DMC delivered a custom turnkey test stand for LCD screens for dashboards for an automotive company. We used NI TestStand as a test executive to perform a series of automated vision inspections on the LCD screen and surrounding tell-tale indicators. Two cameras, one color, and one monochrome were used to perform a variety of inspections. The monochrome camera provided higher resolution to check for dead pixels and scratches on the surface of the screen. The color camera was used to verify the color of tell-tale indicators and analog color bars.
The automated test controlled a variety of lights to illuminate the automotive display screen from various angles and capture a series of images to be able to detect small scratches at any orientation. The software also commanded the device under test (DUT) to display a variety of test patterns to check for dead or stuck-on pixels. Every single pixel was validated in both the on and off states. The test stand communicated with the DUT via a CAN protocol. The screen had an analog video input that was validated by inputting a known pattern using an analog color bar generator. The color camera acquired an image, and the software confirmed the pattern’s presence.
Using NI TestStand provided the customer with the flexibility to modify the test sequence and parameters without requiring a high-level of programming expertise. DMC also leveraged TestStand’s built-in logging and reporting features to provide traceability data to the customer. DMC helped the customer commission the test station for the first model of DUT. The customer was able to subsequently expand the system to support additional DUTs with similar feature sets.
The fundamental designs, principle, and features of this particularcustom system are directly applicable to the validation of the ever-increasing number and complexity of infotainment displays found in modern vehicles. Learn more about DMC’s LabVIEW Vision Application Development, Automated Test Stand Design, and LabVIEW Programming services.
With LED-backlit LCD TVs, gray uniformity issues are caused by a couple of factors. LCD panels are pretty sensitive to pressure, so extra pressure caused by misalignment of the TV"s components or by mishandling of the panel during manufacturing or shipping could lead to defects appearing. Also, too much pressure can affect the backlight and how much light it diffuses, which causes some areas to be darker. Size may also have an effect because it"s harder to keep a larger screen uniform, but since we only test one size of each TV, we can"t draw any conclusions about this.
Gray uniformity is unique to each individual panel. This means that no two TVs, even of the same model, will have matching uniformity. Generally, though, higher-end TVs should have better gray uniformity, as the manufacturers will have stricter standards for the panels used. Higher-end LED-backlit TVs tend to use either



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey