
lcd module manufacturing process quotation

Liquid crystal display (LCD) is a flat panel display that uses the light modulating properties of liquid crystals. Liquid crystals do not produce light directly, instead using a backlight or reflector to produce images in colour or monochrome.

This work models the cost of 10-in class active-matrix liquid-crystal display (AM-LCD) manufacturing as a function of plant capacity for both first generation plants in 1993 and second generation plants in 1995. In order to model manufacturing costs as a function of plant capacity, this work distinguishes between capacity-dependent and capacity-independent costs. Among the costs included in our model are the costs of capital equipment, materials and labor. Decreases in materials and components costs and improvements in process yield are shown to be the primary factors driving reductions in manufacturing cost per display for large-scale plants. The minimum efficient scale is found to be roughly 57000 displays per month for a first generation plant and roughly 150000 displays per month for a second generation plant.

Factors that may influence the price of a certain type of LCD include: screen size, viewing angle, maximum brightness, color display,resolution and frame rate.
Screen size: larger size display more, and larger size cost more, these’re common sense. For example, in last year’s iPhone 8P which used a 5.5-inch LCD screen, the display (including touchscreen) cost 52.5 dollars, while a 43-inch LCD TV cost 128 dollars.
Viewing angle: it’s the maximum angle at which a display can be viewed with acceptable visual performance. It’s measured from one direction to the opposite, giving a maximum of 180° for a flat, one-sided screen. Early LCDs had strikingly narrow viewing angles, for now most of the manufacturers have improved them to more than 160°.
Color display: in early or simple LCDs, only two or very few colors can be displayed. As the technology advances, TFT LCD can display up to 65536 colors.
As the diagram shows above, LCD module covers the most part of the cost of a LCD TV. Within LCD module, there’re still many components. In the following diagram we’ll show you the price breakdown of these components.
The third quarter in the year is usually the demand season of LCD module, as a result the price will be the highest. However, situation varies in different market.
Due to the massive investment and low cost of Chinese mainland manufacturer, the capacity of LCD module for TVs increases significantly, so the price of these modules stay pretty low for the past year.
In another aspect, technology innovations keep push the price of high-end LCD to a higher level. For many users that are planning to replace their old TVs, these high-end LCDs are tempting choices.
Actually, though LCD screen has many advantages, its average price is keep decreasing in the past years. New technology brings lower cost is one reason, a strong competitor called OLED is another.
Main difference between OLED and LCD is OLED can give out light itself, that is to say OLED screen can run at a lower load compared to LCD screen, at least it doesn’t need a backlight system.
5. "Great companies will have strong lean vision in place with the Senior Management Vision and are working daily at getting on with doing a small number of important things consistently – day in, day out, week after week, month after month, year after year, as part of the middle management action plans. And finally the results must be visible at the Shop floor level. That is what make for effective lean leadership within companies." - TXM, Total Excellence Manufacturing
8. “Due to the set-up times, the tendency is to produce in batches that are larger than the order quantities. This supposedly utilizes the equipment more efficiently, reduces set-up costs, and reduces unit product cost. But any production in excess of immediate market demand ends up as finished-goods inventory. The result of producing these large batches in today’s competitive marketplace is poor customer service despite high levels of inventory.” – M. Michael Umble and Mokshagundam L. Srikanth. Synchronous Management: Profit-Based Manufacturing for the 21st Century. Spectrum Publishing: 1997.
13. “If we reduce batch sizes by half, we also reduce by half the time it will take to process a batch. That means we reduce queue and wait by half as well. Reduce those by half, and we reduce by about half the total time parts spend in the plant. Reduce the time parts spend in the plant and our total lead time condenses. And with faster turn-around on orders, customers get their orders faster.” – Eliyahu M. Goldratt, The Goal
15. "No single seminar, classroom experience, or “colored belt” will provide you bottom-line Lean results. Lean happens at the process…with your people, trained and motivated, fully engaged in the hot pursuit of excellence, as they follow your lead and learn to share and support your Lean Vision.” - Bill Hanover, CCO, TPS – ThroughPut Solutions
18. "To be competitive, we have to look for every opportunity to improve efficiencies and productivity while increasing quality. Lean manufacturing principles have improved every aspect of our processes." - Cynthia Fanning, Product General Manager for dishwashers at GE Appliances

A roll-to-roll printing process is utilized in order to maintain a low cost in series production. All displays are tested for visual and electrical defects in an automated quality assurance process which ensures 100% tested and verified displays upon delivery. The roll-to-roll manufacturing line has the capacity to produce several million units per week. The displays can be delivered in rolls as peel-off stickers for a convenient assembly process.

A roll-to-roll printing process is utilized in order to maintain a low cost in series production. All displays are tested for visual and electrical defects in an automated quality assurance process which ensures 100% tested and verified displays upon delivery. The roll-to-roll manufacturing line has the capacity to produce several million units per week. The displays can be delivered in rolls as peel-off stickers for a convenient assembly process.

For over 20 years we"ve been helping clients worldwide by designing, developing, & manufacturing custom LCD displays, screens, and panels across all industries.
Newhaven Display has extensive experience manufacturing a wide array of digital display products, including TFT, IPS, character displays, graphic displays, LCD modules, COG displays, and LCD panels. Along with these products, we specialize in creating high-quality and affordable custom LCD solutions. While our focus is on high-quality LCD products, we also have a variety of graphic and character OLED displays we manufacture.
As a longtime leader in LCD manufacturing, producing top-quality LCD modules and panels is our highest priority. At Newhaven Display, we’re also incredibly proud to uphold our reputation as a trusted and friendly custom LCD manufacturing company.
As a custom LCD manufacturing company, we ensure complete control of our custom displays" reliability by providing the industry"s highest quality standards. Our design, development, production, and quality engineers work closely to help our clients bring their products to life with a fully custom display solution.
Our excellent in-house support sets Newhaven Display apart from other display manufacturers. Modifications in the customization process are completed at our Illinois facility, allowing us to provide an exceptionally fast turnaround time.
Customer support requests sent by phone, email, or on our support forum will typically receive a response within 24 hours. For custom LCD project inquiries, our response time can take a few days or weeks, depending on the complexity of your display customization requirements. With different production facilities and a robust supply chain, we are able to deliver thefastest turnaround times for display customizations.
Our excellent in-house support and custom display modifications set Newhaven Display apart from other LCD display manufacturers. From TFTs, IPS, sunlight readable displays, HDMI modules, EVE2 modules, to COG, character, and graphic LCDs, our modifications in the customization process are completed at our Illinois facility, allowing us to provide quality and fast turnaround times.
As a display manufacturer, distributor, and wholesaler, we are able to deliver the best quality displays at the best prices. Design, manufacturing, and product assembly are completed at our headquarters in Elgin, Illinois. Newhaven Display International ensures the best quality LCD products in the industry in this newly expanded facility with a renovated production and manufacturing space.
With assembly facilities in the US, manufacturing facilities in China, and distribution channels worldwide, we pride ourselves on delivering high-quality custom display solutions quickly to locations worldwide.

Dr Pan: Hello, Greg. TN is the abbreviation for Twisted Nematic. The main difference between TN, HTN, STN and FSTN LCD is the view angle. From the definition, the maximum view angle of TN LCD is 90°. Take this TN positive LCD for example. The view angle is 6 o’clock direction and it can be seen very clearly in the 6 o’clock direction and the front side.
Theoretically, we can add a blue film to TN negative LCD, it may look like this. Actually, from our experience, no one has done it before since HTN or STN negative LCD with blue background looks better with wider view angle.
TN LCD is the most commonly used since it is the cheapest. The maximum COM is 4, so it can’t display too many segments, and it can’t be used in the high end devices. But it performs very well in the simple display content: calculator and alarm clock.

Quoting software for the manufacturing industry has long been an integral part of most Enterprise Resource Planning (ERP) solutions, but most custom part job shops don’t really want to spin the cycles setting up ERP settings for jobs they haven’t won.
Lacking connectivity between manufacturing quoting software and an ERP creates challenges; on its own, your quoting software solution may fail to account for nuances in your shop’s inventory, schedule, employee availability, or other key data points.
And while ERP software is great for streamlining things like order processing, payroll, or accounting, it hasn’t historically been able to streamline your quoting process on its own; relying on your ERP system to quote means spending a lot of your time:
For quite a while, Paperless Parts’ quoting software for custom part manufacturers has offered an integration with ECI’s JobBOSS: an ERP tool designed for custom part manufacturers. This has allowed users to streamline their quoting process by eliminating the need for manual and duplicate data entry.
ERP and quoting software for manufacturing have both been supercharged by the partnership between ECI and Paperless Parts. If you’re a custom parts manufacturer looking for a manufacturing quoting software that integrates seamlessly with an ERP designed around your unique needs, be sure to reach out to our team today to see how these solutions can transform your shop today.
The production process begins once the forecast is finalized. Material requirements planning (MRP) is executed and requirements are generated for the manufacture of the finished goods. The required raw materials are requested from the respective departments. For raw materials not produced in-house, purchase requisitions are generated, along with the required date of delivery, and sent to the procurement department.
In the make to order production process, a sales order initiates the demand for production. The production department creates a bill of material to produce the required quantity and runs MRP. Requirements for components manufactured in-house are sent to the respective department and if any component needs to be purchased, a purchase requisition is raised and sent to the procurement department. Once the make to order production process is completed, finished good are transferred to a storage location as “special stock”. Finally, the finished goods are delivered and invoicing is carried out.
Offer a set of products with different varieties and flexible features. The various configurations have fixed rates and the product is only manufactured once the order is received from the customer. For example, a car manufacturing company offers different variations of a particular model with different engines and other specifications at certain prices. If the customer wishes to add or change certain features, the options can be included with the fixed price for each. The company will only manufacture the car when the order is received from the customer.
Now we shall demonstrate the steps in the SAP make to order process. We will walk through the following steps in the below sections:Update Material Master
To initiate the SAP make to order process, first create a material master for finished goods or update an existing one with the appropriate item category group. We will demonstrate the simpler approach. Execute transaction code MM02to change an existing material master.
In the scenario described earlier where a customer requires a completely customized order for embroidered towels, the customer submits their requirements to the company, then the company must generate a quotation. In the SAP make to order process, create a quotation using transaction code VA21. In the initial screen, enter a quotation type and hit Enter to enter the quote information.
Costing for the SAP make to order process is done on the sales order. Scroll down to condition type EK02 – Calculated coststo see the costing and ensure that there is sufficient profit margin.
In the Assembly/Processsection of the procurement details, the production order number is displayed. In our case, the production order number is 60006109 as shown below. To see further details of the production order, press the Headerbutton
Now let’s suppose that the SAP make to order production process has been completed and goods are sent to the finished goods storage location awaiting dispatch to the customer. Check the stock overview via transaction code MMBEand enter the finished goods material number to see the stock for the specific make to order product. (In the below stock overview, the quantity is presented in European format, with a comma representing a decimal point. Thus, the below image shows a quantity of 1in unrestricted use.)
Let’s have a look at the sales document flow via transaction code VA23. Here you can trace the flow of documents through the entire SAP make to order process, beginning with the quotation and completing with the accounting document.

Liquid crystal displays are commonly known as LCD, consist of liquid crystals that are activated by electric current, and they are used to display lines of alpha-numeric information (one or more lines) in a variety of devices, for example, fax machines, answering machines call counters, laptop computer screens, scientific instruments, portablecompact disc players,clocks, and so forth. The basis of LCD technology is the liquid crystal, a substance made of complicated molecules.
LCD uses a liquid crystal to produce a visible image. Liquid crystal displays are super-thin technology display screens that are generally used in laptop computer screens, TVs, cell phones, and portable video games.Liquid crystal displays (LCDs) have become the dominant technology in televisions and monitors in our homes and offices.
In an LCD, an electric current is used to switch segments of liquid crystals from a transparent phase to a cloudy phase, each segment forming part of a number or letter. The segments can also be in the shape of tiny dots or pixels, and they can be arranged in rows and columns. They are turned on and off individually to either block or allow polarized light to pass through. When the light is blocked, a dark spot is created on the reflecting screen.
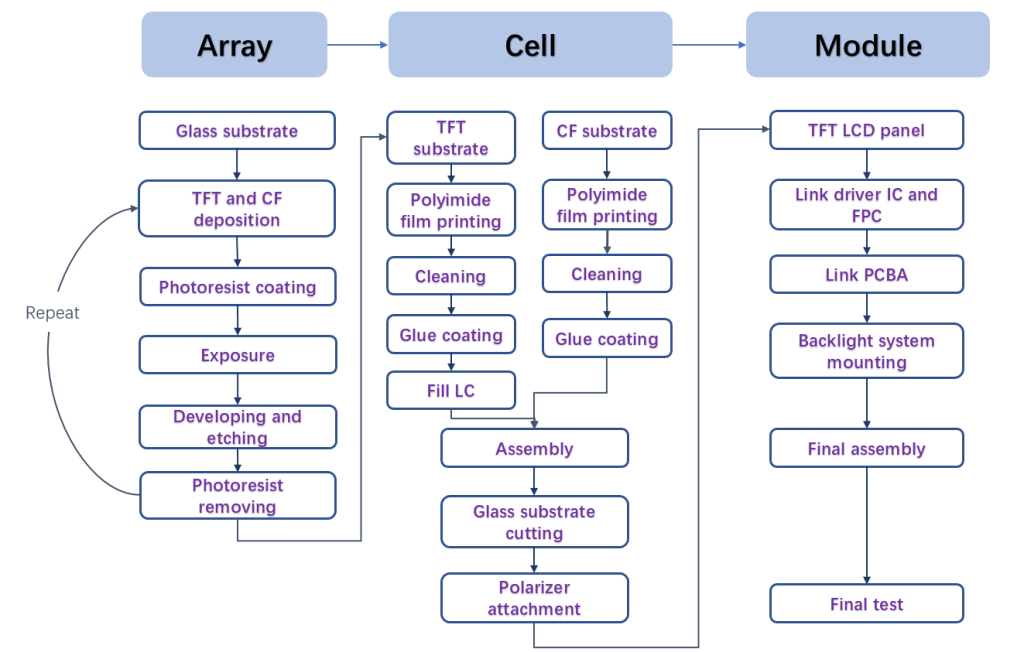
Liquid crystal display (LCD) screens are manufactured by assembling a sandwich of two thin sheets of glass. On one of the sheets are transistor “cells” formed by first depositing a layer of indium tin oxide (ITO), an unusual metal alloy that you can actually see through. That’s how you can get electrical signals to the middle of a screen. Then you deposit a layer of silicon, followed by a process that builds millions of precisely shaped transistor parts. This patterning step is repeated to build up tiny little cells, one for each dot (known as a pixel) on the screen. Each step has to be precisely aligned to the previous one within a few microns. Remember, the average human hair is 40 microns in diameter.
Clean ITO glass with the cleaning agent and deionized water (DI water), wash impurities and oil stains on the ITO surface with physical or chemical methods and then remove and dry the water to ensure the processing quality of the next process.
Photoresist Glue coatingis the first process ofphotolithography. It is to coat a layer of photoresist evenly on the ITO surface of ITO glass. The effect of coating directly affects the quality of photolithography. Its main control content is photoresist Preparation, coating thickness, and uniformity, coating surface state, etc.
Process control:temperature, time (pulling speed) exposure Use ultraviolet light to irradiate the photoresist surface through the premade film (selective irradiation) to make the photoresist layer of the part irradiated by the ultraviolet light react.
Since the photoresist film softens and swells during development, which affects the anti-corrosion ability of the film, the glass must be baked at an appropriate temperature after development to remove moisture and enhance the adhesion of the film to the glass. This process is called hard film.
Etching is traditionally the process ofusing strong acid or mordant to cut into the unprotected parts of a metal surfaceto create a design in intaglio (incised) in the metal. … The plate is then dipped in a bath of acid, known as the mordant (French for “biting”) or etchant, or has acid washed over it.
Generally, a brush is used toscrubat the same time to enhance the stripping effect. Then use DI water to clean and dry the glue crumbs. Generally, the above processes are calledlithography processes, which play a key role in LCD manufacturing.
Generally, the orientation materials for the production of low- and medium-grade LCDs are made of PA, that is, polyimide acid, which is made by the polymerization reaction of dianhydride and diamine at low temperature. It is dehydrated and cured at high temperature (the upper chemical layer is a kind of ring Chemical reaction), it becomes polyimide (PI). Polyimide has good chemical stability, excellent mechanical properties, high insulation, high-temperature resistance, high dielectric constant, radiation resistance, and non-flammability.
Flexo printing is offered in order to form polyimide layers in glass plates for LCD manufacturing. We can integrate these machines in an in-line production street or in a polyimide cluster, consisting of a polyimide printing machine, a coupled hot plate curing system and related automation incl. loading and unloading devices.
The glass coated with a photoresist is baked for a period of time at a certain temperature to volatilize the solvent in the photoresist and increase its adhesion to the glass surface. the glass will be processed by high temperature again, making the photoresist stronger.
Your content goes here. Edit or remove this text inline or in the module Content settings. You can also style every aspect of this content in the module Design settings and even apply custom CSS to this text in the module Advanced settings.
Your content goes here. Edit or remove this text inline or in the module Content settings. You can also style every aspect of this content in the module Design settings and even apply custom CSS to this text in the module Advanced settings.
Your content goes here. Edit or remove this text inline or in the module Content settings. You can also style every aspect of this content in the module Design settings and even apply custom CSS to this text in the module Advanced settings.
Punctuation silkscreen is used to connect the circuits of the LCD because there are 2 glasses of the LCD. up one and down. Only the pin side glass has an electricity connection, that dots are for supplying electricity for the glass which doesn’t have electricity. that dots are for supplying electricity for the glass which doesn’t have electricity.
As described above already, the seal has to be finally cured after the cell assembly process. This has to be done under pressure in order to make sure that the seal thickness is properly related to the spacer diameter and the calculated liquid crystal thickness can be reached with low tolerances. Hotpress ovens are available as a batch process tool and as a single panel press oven. The batch oven requires a previous collection of panels and preparation of a larger pile of panels that are pressed together. The pressed pile of wafers is then cured in a clean convection oven. The single panel hot press oven is easier to integrate with automatic lines and works continuously.
Usually, a pair of ITO glasses can make multiple liquid crystal cells. In order to expose the LCD filling port, the glass must be appropriately cut into strips or granules.
The two glass substrates must be cut to the proper size, polished, and washed. Cutting can be done with a diamond saw or scribe while polishing involves a process called lapping, in which the glass is held against a rotating wheel that has abrasive particles embedded in it.
This stage includes filling the liquid crystal into the prepared empty cell and sealing the filling hole so that the liquid crystal cell is basically made. Generally, a special liquid crystal filling machine is used to form a vacuum in the liquid crystal cell, and then the liquid crystal is filled into the LCD cell by the pressure difference and the capillary action of the liquid crystal cell.
Detection Visuallyinspects the appearance and background color of semi-finished LCD products under the polarized light table and picks out the unqualified products.
The electrical testis to check the display graphics, electrical and functional defects, and other appearance defects of the LCD screen under the power-on state.
This is the most important point in LCD manufacturing, where silkscreens are used for printing. High-resolution silkscreens have more than 130 meshes per cm, enabling them to print lines with a width down to 50µm. The layer thickness is in the range of 10µm normally, which is regarded as a “thick” layer in LCD manufacturing.
Starting with some simple due diligence can set you on the path to building a business quote template that works flawlessly across hundreds of sales pitches. First, think about the overall design you want your quote template to have. Are there specific branding elements you need to include? What do you want your prospect to immediately take away from the quote upon first glance? When you go into the process with specific goals in mind, you will be able to determine the appropriate steps necessary to achieve them.
If you haven’t invested in sales technology, you’ve likely been using a spreadsheet or word processing software to create your templates. When you need to build multiple quote templates designed with numerous sections that can be easily customized, you should employ a price quote software. These solutions can help you build powerful templates that can be swapped out with multiple configurations. They also pull information for your quotes directly from your databases to improve your quote accuracy and automate some aspects of the quote-to-contract process. The more complex your quote templates need to be, the more helpful price quote software is in enabling you to create instructive and impressive quotes for your prospects.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey